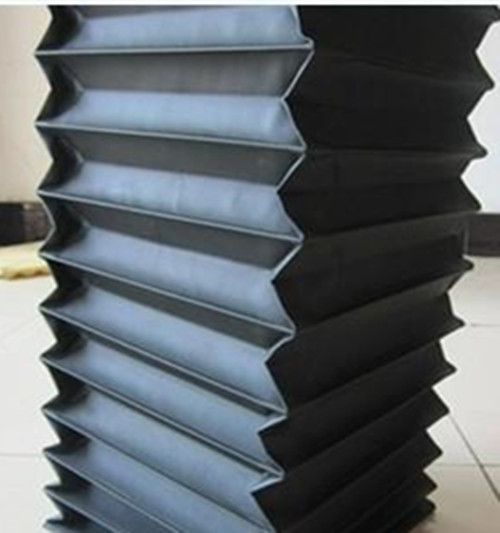
技术参数风琴式防护罩是可以任意组合的产品系列,它的基本构成单元是在每折下面都装有一个起到支撑稳定作用的PVC骨架,此PVC骨架可以通过两种加工方式与外部的三防布紧密相连。其原材料、外形、加工方式及尺寸大小都可 制作方法:
一种是热合机制作。在一定的温度下,借助助熔剂就可以使内部的PVC骨架与外部的折页牢固地粘接在一起。若护罩是在中等温度环境下使用,就可以选用此种方式。此种热粘接护罩完全不用对其进行保养,且防水、防尘、耐油、耐酸。 另外一种为胶粘制作,应用于高温工作环境。使用一种粘胶把PVC骨架通过高温固定在每个折上,加固稳定护罩。同时有多种材料供您选择。
风琴防护罩是一种根据导轨的尺寸加工设计而成的保护轨面不受损伤的柔性风琴式防护罩,可以来电沟通和来图加工。我们会根据不同的轨型号设计加工。材质由三防布(防尘防水防油),耐高温布(根据不同的工作环境不同的温度,我们提供不同温度的材料),防火布(此种布料不会燃烧火苗)以根据实际防护情况而定。
4D动感影院座椅防护罩运用:对其外涂层布和内骨架进行高频焊接,效率高、速度快、不必添加任何辅佐粘合剂,此种经过高频焊接的护罩彻底不必对其进行养护,且防水、防尘、耐油、耐酸。风琴防护罩已被广泛运用于数控机床、电子设备、风琴防护罩设备作业环境又可制构成钢制支持骨架冷板骨架风琴护罩等。依据设备作业环境风琴护罩内部结构。
对导轨风琴式防护罩的保养一个熟练的操作人员,必须在了解加工零件的要求、工艺路线、机床特性后,方可操纵机床完成各项加工任务。因此,整理几项操作要点供参考:
1.为了简化定位与安,夹具的每个定位面相对加工中心的加工原点,都应有的坐标尺寸。
2.为保证导轨风琴式防护罩零件安装方位与编程中所选定的工件坐标系及机床坐标系方向一致性,及定向安装。
3.能经短时间的拆卸,改成适合新工件的夹具。由于加工中心的时间已经压缩得很短,配套夹具的装卸不能占用太多时间。
4.夹具应具有尽可能少的元件和较高的刚度。
5.夹具要尽量敞开,夹紧元件的空间位置能低则低,安装导轨风琴式防护罩夹具不能和工步轨迹发生干涉。
6.保证在主轴的行程范围内使工件的加工内容全部完成。
7.对于有交互工作台的加工中心,由于工作台的移动、上托、下托和旋转等动作,夹具设计必须防止夹具和机床的空间干涉。
8.尽量在一次装夹中完成所有的加工内容。当非要更换夹紧点时,要特别注意不能因更换夹紧点而破坏定位精度,必要时在工艺文件中说明。
9.夹具底面与工作台的接触,夹具的底面平面度必须保证在0.01—0.02mm以内,导轨风琴式防护罩表面粗糙度不大于Ra3.2um。
机床缝制式丝杠防护罩制作方式
根据工作环境的不同有多种材料,先制成圆片经冲压、缝制而成,相临的两个内边,两个外边缝合在一起,通过缝制就可以达到比较好的外形稳定及水平方向上的牢固。按安装方式又可分为整体式、拉链式、粘扣式、摁扣式等,为用户的安装带来更大的便利。
机床缝制式丝杠防护罩工作特点
能够随部件做伸开或压缩运动,垂直或水平使用均可。水平位置时使用塑料或铝的支撑环,保持护罩内腔与丝杆之间有一定均匀的距离,延长使用寿命。拉伸长度大时每个折中加上金属环,提高护罩的稳定性。连接或固定端使用金属法兰盘,或选择套箍式。它可有效地保护丝杠、光杠、轴、立柱等零部件不受灰尘等外特的污染与破坏。
按连接方式又可分为(1)两头领口(卡箍式)(2)两头法兰(螺丝式)(3)一头法兰,一头领口。法兰又可分为PVC法兰和金属法兰