产品规格:
产品数量:
包装说明:
关 键 词:四川外钢管公司
行 业:建材 金属建材 钢管
发布时间:2026-01-30
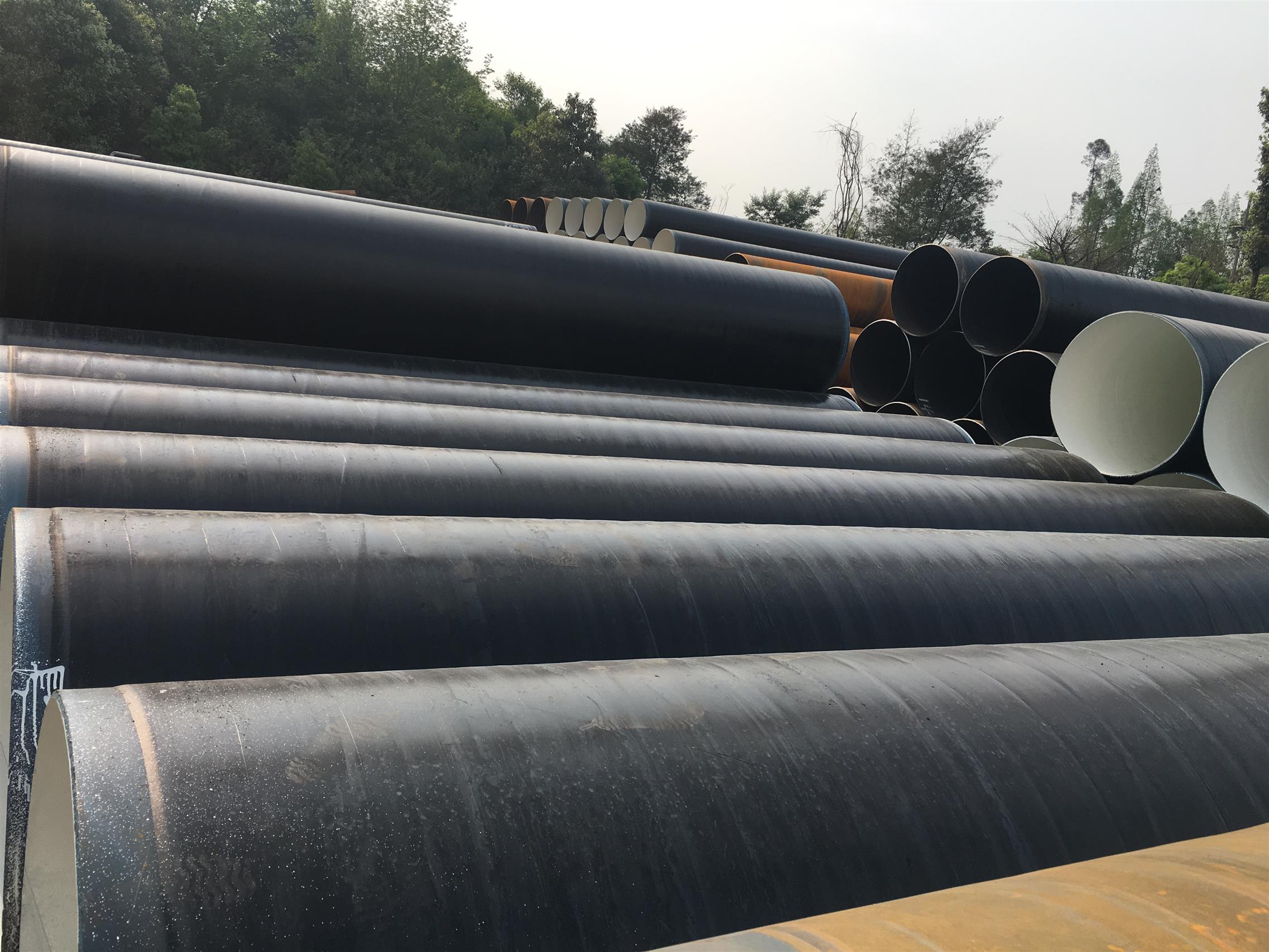
螺旋管及其标准分类:承压流体输送用螺旋缝埋弧焊钢管(SY5036-83)主要用于输送石油、天然气的管线;承压流体输送用螺旋缝高频焊钢管(SY5038-83),用高频搭接焊法焊接的,用于承压流体输送的螺旋缝高频焊钢管。钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管(SY5037-83),采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用
埋弧焊钢管螺旋钢管材质:Q235B、20#,Q345,16Mn,L245,L290,L360及X42—X80
螺旋钢管堆放原则要求:
1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;
2、禁止在螺旋钢管垛位四周存放对钢材有侵蚀作用的物品;
3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;
4、同种材料按入库先后分别堆码;
5、露天堆放的螺旋钢管型钢,下面必需有木垫或条石,垛面略有倾斜,以利排水,并留意材料安放平直,防止造成弯曲变形;
6、螺旋钢管堆垛高度,人工功课的不超过1.2m,机械功课的不超过1.5m,垛宽不超过2.5m;
7、垛与垛之间应留有一定的通道,检查道一般为0.5m,出入通道视材料大小和运输机械而定,一般为1.5~2.0m;
8、露天堆放角钢和槽钢应俯放,即口朝下,工字钢应立放,钢材的I槽面不能朝上,以免积水生锈;
9、垛底垫高,若仓库为向阳的水泥地面,垫高0.1m即可;若为泥地,须垫高0.2~0.5m。若为露天场地,水泥地面垫高0.3~0.5m,沙泥面垫高0.5~0.7m。
防腐螺旋钢管厂家,防腐螺旋钢管的制作工艺流程:
1、对防腐钢管进行检验,综合各种条件对钢管进行检验,使之符合制作保温钢管的条件。检查钢管有没有被腐蚀,检查并除去钢管上的绣;。
2、把除锈防腐后的钢管套在聚乙烯套管内,进行穿管成型。然就经过封头修补,在里面注入聚氨酯泡沫,要充分填满空隙,使之充分填充。检验防腐钢管,对制作完成的保温钢管进行成品的检验;
3、咱看看环氧树脂防腐螺旋钢管底漆用于供水管线内壁的防腐打底涂装,面漆用于供水管线内壁的防腐面漆。防腐螺旋管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。环氧防腐螺旋钢管内腐蚀介质种类较多,有酸、碱、盐、氧化剂及水蒸气等,涂料必须具有化学惰性、耐酸碱盐腐蚀,涂膜应结构致密,防水渗透性好,附着力强、坚韧丰满。
使用螺旋钢管有很多优点。与纵向焊接管相比,螺旋焊接钢管具有较高的强度和耐用性。根据相关研究机构的测试,尽管螺旋焊管和直焊管(ER)属于同一钢种,但螺旋焊管具有更高的韧性。而且,螺旋管具有与无缝钢管和电阻焊管(ER)相同的高疲劳强度。尺寸精度是螺旋钢管的重要特征。通常,直径公差小于0.12%,挠度小于1/2000,椭圆小于1%。
防腐螺旋钢管厂家清除内毛刺,通常是在连续焊管生产线上清除,也可以采用离线方法清除。清除内毛刺方法,目前主要有以下几种方法:
1、切削法:该方法是利用伸进管内固定刀刃或旋转切削头,对毛刺进行切削;
2、辗压法:该方法是利用伸进管内的滚压装置,使内毛刺产生塑性变形,达到减薄内毛刺高度的效果;
3、氧化法:防腐螺旋钢管焊接开始时,用通气喷嘴向内焊缝喷射氧气流,利用焊缝焊接余热,使内毛刺加4、速氧化,并在气流冲出下脱落;
5、拉拔法:防腐螺旋钢管通过模具时,在浮动塞的环形刀刃作用下,清除钢管内毛刺;外毛刺清除装置有一把刨刀和二把刨刀型式,用一把刨刀要停机换刀,而用二把刨刀清除毛刺,换刀可不需停机。
螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管成本低、生产效率高 螺旋焊管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。法兰连接焊接钢管的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。每根钢管经过静水压试验,压力采用径向密封。