产品规格:
产品数量:
包装说明:
关 键 词:普通防腐钢管
行 业:建材 金属建材 钢管
发布时间:2025-10-27
螺旋钢管在生产的时候,有些工序需要在对螺旋管加热的情况下,螺旋管加工过程中的加热操作,对于螺旋管成品的质量起着非常关键的作用。螺旋钢管加工生产过程中,加工温度的控制是一个关键,还有一定要注意的是坯料加热要均匀。穿孔对质量影响很大,坯料的穿孔温度根据材质不同而有所不同,一般1200℃左右。如何减少氧化皮数量,是螺旋管加热操作的第二个关键。在热挤压的时候,尤其需要注意。
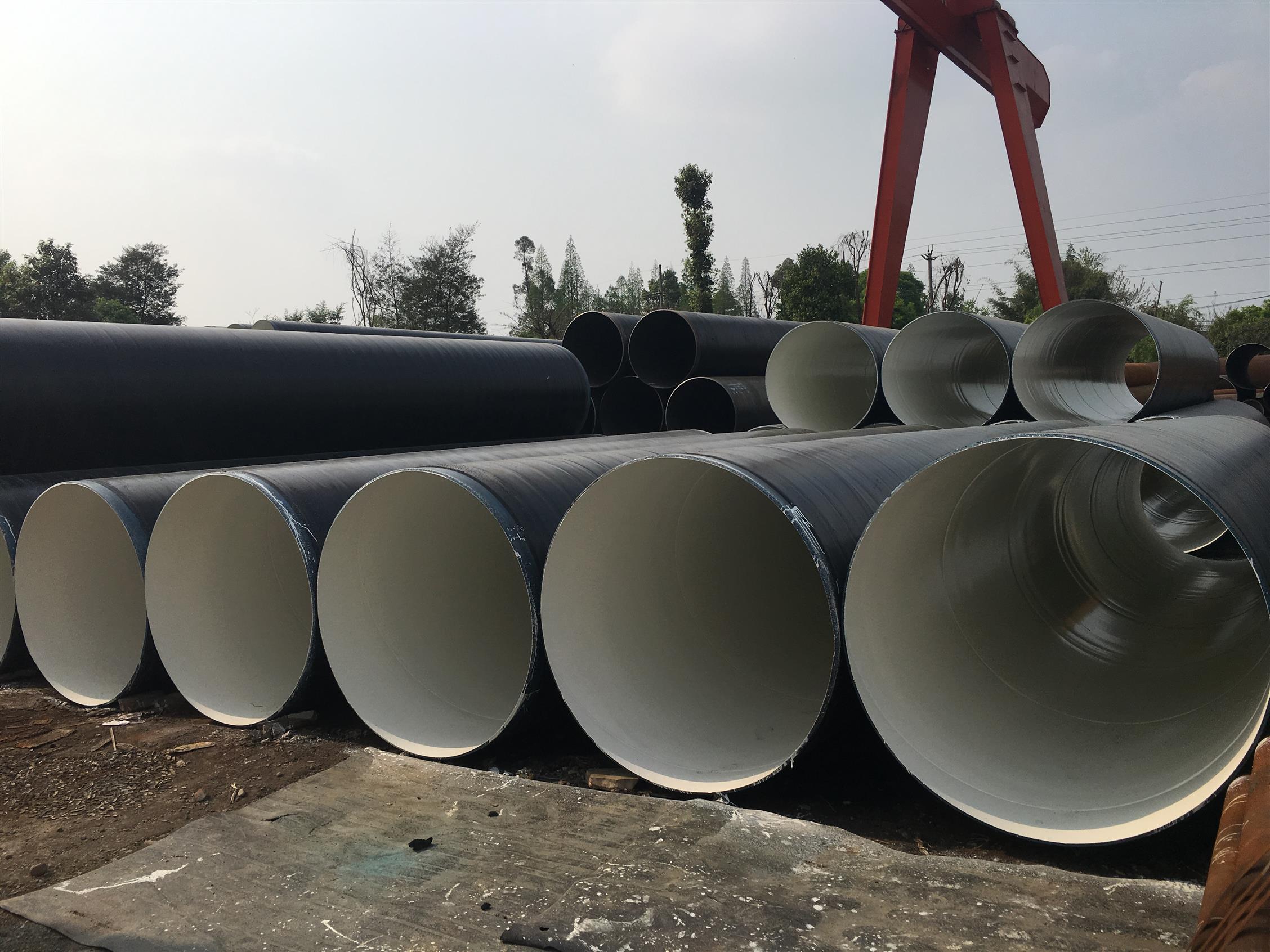
防腐螺旋钢管厂家,防腐螺旋钢管的制作工艺流程:
1、对防腐钢管进行检验,综合各种条件对钢管进行检验,使之符合制作保温钢管的条件。检查钢管有没有被腐蚀,检查并除去钢管上的绣;。
2、把除锈防腐后的钢管套在聚乙烯套管内,进行穿管成型。然就经过封头修补,在里面注入聚氨酯泡沫,要充分填满空隙,使之充分填充。检验防腐钢管,对制作完成的保温钢管进行成品的检验;
3、咱看看环氧树脂防腐螺旋钢管底漆用于供水管线内壁的防腐打底涂装,面漆用于供水管线内壁的防腐面漆。防腐螺旋管是指经过防腐工艺加工处理,可有效防止或减缓在运输与使用过程中发生化学或电化学反应发生腐蚀现象的钢制管道。环氧防腐螺旋钢管内腐蚀介质种类较多,有酸、碱、盐、氧化剂及水蒸气等,涂料必须具有化学惰性、耐酸碱盐腐蚀,涂膜应结构致密,防水渗透性好,附着力强、坚韧丰满。
防腐螺旋钢管厂家底漆的质量控制流程:
1、螺旋钢管的表面处理应干净彻底。防腐用底漆和面漆的层数和颜色应符合设计要求。厚度应符合测厚仪测量的设计要求;
2、认真组织工序交接,前一道工序不合格,下一道工序禁止施工,并及时办理工序交接手续;
3、防腐用涂料材料和颜色应根据设计院的要求选择。该产品必须有批准证书。在保质期内,油漆和防腐材料应根据制造商的要求和一般施工要求进行混合。油漆在使用前应进行颜色编码。防腐螺旋钢管检验现场;
4、除锈后,应对螺旋钢管表面进行自检。检验合格后,进行联合检验。只有在通过检查后,才能涂漆。所有链接都应具有良好的质量;
5、防腐螺旋钢管涂漆后,油漆表面应平整光滑,色调一致;
6、严格控制防腐钢管的生产过程。每道工序必须符合质量标准,并做好自检记录,确保防腐钢管生产过程的可追溯性;
7、生产防腐螺旋钢管时,必须在每道油漆涂刷前清洁表面,以保证表面无污垢和灰尘。只有在表面清理干净后,才能涂上油漆;
8、防腐螺旋钢管制造商完善的质量保证体系使工程质量得到控制。
防腐螺旋钢管厂家这里所说的设计条件主要是指设计压力和设计温度。防腐螺旋钢管管道的设计压力:应不低于正常操作时,由内压(或外压)与温度构成的苛刻条件下的压力。、
螺旋钢管主要工艺特点:a. 成型过程中,钢板变形均匀,残余应力小,表面不产生划伤。加工的螺旋钢管在直径和壁厚的尺寸规格范围上有更大的灵活性,尤其在生产高钢级厚壁管,特别是中小口径厚壁管方面具有其他工艺无法比拟的优势, 可满足用户在螺旋钢管规格方面更多的要求。b. 采用的双面埋弧焊的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量。c. 对钢管进行的质量检查,使钢管生产的全过程均在有效的检测、之下,有效地保证了产品质量。d. 整条生产线的全部设备具备与计算机数据采集系统联网的功能,实现数据即时传输,由控制室对生产过程中的技术参数。 螺旋钢管堆放原则要求:1、螺旋钢管堆码的原则要求是在码垛稳固、确保安全的前提下,做到按品种、规格码垛,不同品种的材料要分别码垛,防止搅浑和相互侵蚀;2、禁止在螺旋钢管垛位四 制造业连续两月回升 毛盛勇分别从工业生产稳定增长、需求结构优化、经济效益提高、就业物价平稳、动能加快转换等5个方面来说明当前中国经济运行的特点。虽然消费和总体增速出现了放缓,但升级类消费保持比较快的增长势头。“从网上消费来看,服务消费增长速度更快一些,这是消费升级的一个表现”。与此同时,尽管整体增速有所回落,但是结构正在优化。周存放对钢材有侵蚀作用的物品;3、螺旋钢管垛底应垫高、坚固、平整,防止材料受潮或变形;4、同种材料按入库先后分别堆码。
排水螺旋焊接钢管特点:螺旋钢管的强度一般比直缝焊管高,能用较窄的坯料出产管径较大的焊管,还可以用同样宽度的坯料出产管径不同的焊管。但是与相同长度的直缝管比拟,焊缝长度增加30~,而且出产速度较低。因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊!将管坯的两个边缘加热到焊接温度后,在挤压辊的挤压下,形成共同的金属晶粒互相渗透、结晶,终形成牢固的焊缝。螺旋钢管若挤压力过小,形成共同晶体的数量就小,焊缝金属强度下降,受力后会产生开裂;如果挤压力过大,将会使熔融状态的金属被挤出焊缝,不但降低了焊缝强度,而且会产生大量的内外毛刺,甚至造成焊接搭缝等缺陷。螺旋焊接钢管也称螺旋管或螺旋钢管,是将低碳素结构钢或低合金结构钢钢带按一定的螺旋线的角度(叫成型角)卷成管坯,然后将管缝焊接起来制成的,它可以用较窄的带钢生产大直径的钢管。其规格用外径壁厚表示。螺旋焊接钢管有单面焊的和双面焊的,焊管应保证水压试验、焊缝的抗拉强度和冷弯性能符合规定。承压流体输送用螺旋缝埋弧焊管主要用于输送石油、天然气的管线,钢管承压能力强,塑性好,便于焊接和加工成型;一般低压流体输送用螺旋缝埋弧焊钢管采用双面自动埋弧焊或单面焊法制成的用于水、煤气、空气和蒸汽等一般低压流体输送用埋弧焊钢管。