产品规格:
产品数量:
包装说明:
关 键 词:凉山聚氨酯厂
行 业:建材 金属建材 钢管
发布时间:2025-03-26
一般的螺旋钢管的出产技术可以分为冷拔与热轧两种,冷轧螺旋钢管的出产流程一般要比热轧要凌乱,管坯先要进行三辊连轧,揉捏后要进行定径测验,假设表面没有照应裂纹后圆管要通过割机进行切开,切开成长度约一米的坯料。然后进入退火流程,退火要用酸性液体进行酸洗,酸洗时要注意表面是不是有许多的起泡发作,假设有许多的起泡发作阐明钢管的质量达不到照应的标准。外观上冷轧螺旋钢管要短于热轧螺旋钢管,冷轧螺旋钢管的壁厚一般比热轧螺旋钢管要小,但是表面看起来比厚壁螺旋钢管更加明亮,表面没有太多的粗糙,口径也没有太多的毛刺。热轧螺旋钢管的交货情况一般是热轧情况通过热处理后进行交货。热轧螺旋钢管在通过质检后要通过工作人员的严峻的手艺挑选,在质检后要进行表面涂油,然后紧接着是屡次的冷拔试验,热轧处理后要进行穿孔的试验,假设穿孔扩径过大就要进行矫直纠正。在矫直后再由传送设备传送到探伤机进行探伤试验,终究贴上标签、进行标准编排后放置到到库房当中。
螺旋钢管生产工艺:
1、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检验;
2、带钢头尾对接,采用单丝或双丝埋弧焊接,在卷成钢管后采用自动埋弧焊补焊;
3、成型前,带钢经过矫平、剪边、刨边,表面清理输送和予弯边处理;
4采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送;
5、采用外控或内控辊式成型;
6、采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制;
7、内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接质量;
8、焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动报警并喷涂标记,生产工人依此随时调整工艺参数,及时消除缺陷;
9、采用空气等离子切割机将钢管切成单根;
10、切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产;
11、焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经消除;
12、带钢对焊焊缝及与螺旋焊缝相交的丁型接头的所在管,全部经过X射线电视或拍片检查;
13、每根钢管经过静水压试验,压力采用径向密封。试验压力和时间都由钢管水压微机检测装置严格控制。试验参数自动打印记录;
14、管端机械加工,使端面垂直度,坡口角和钝边得到准确控制。
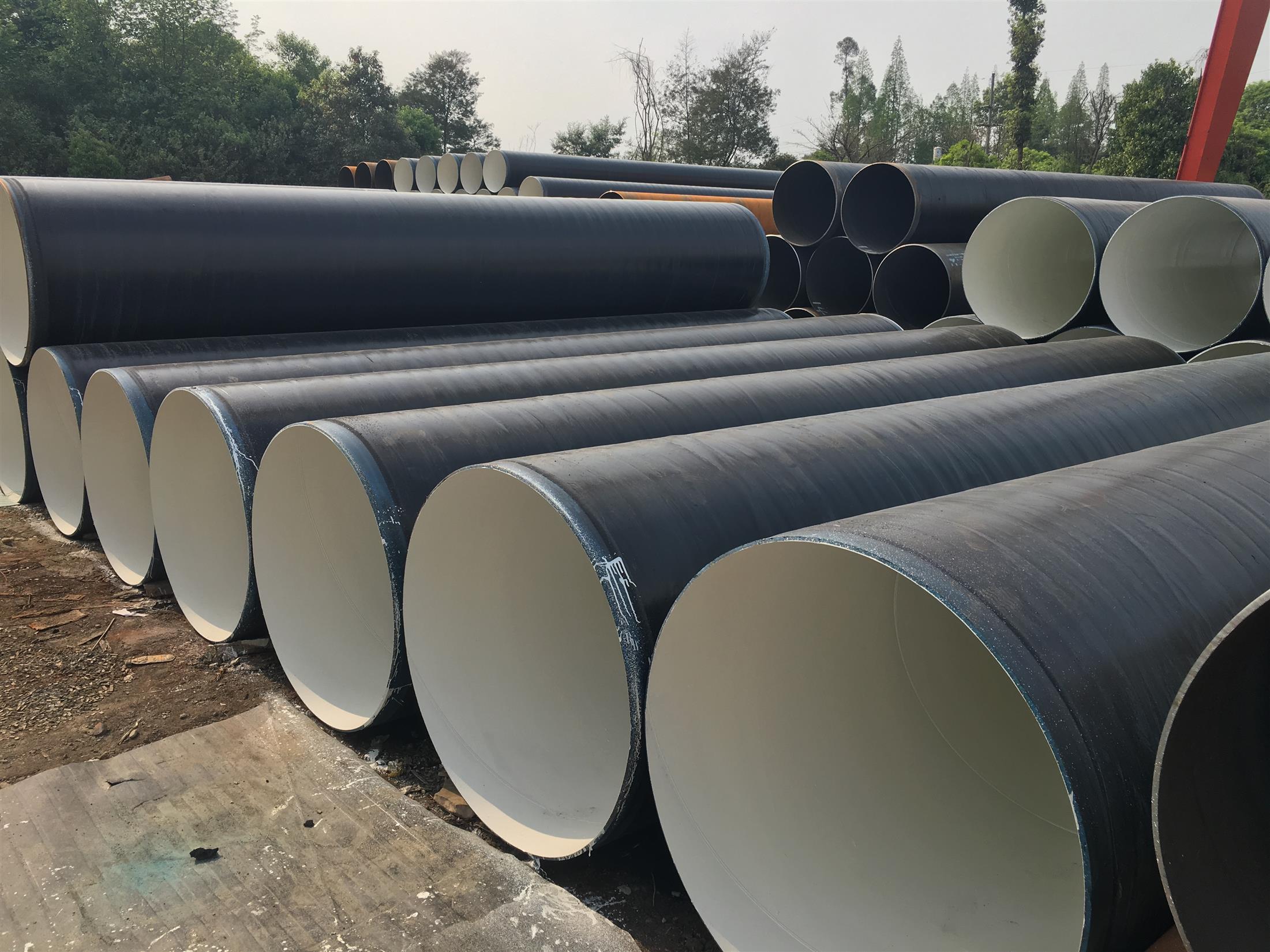
防腐螺旋钢管厂家为确保总体质量,选择3PE防腐材料,更显示出他的重要性。防腐螺旋钢管的涂层目前所采用的成型方式是环氧粉末静电与热喷涂、中间胶粘剂与外层聚乙烯挤出机热挤出缠绕或挤压包覆成型。3PE防腐钢管三层结构聚乙烯防腐层(3PE)综合了熔结环氧粉末涂层和挤压聚乙烯两种防腐层的优良性质。
螺旋钢管用途:
螺旋钢管主要应用于自来水工程、石化工业、化学工业、电力工业、农业灌溉、城市建设,是我国开发的二十个重点产品之一。螺旋钢管作液体输送用:给水、排水。作气体输送用:煤气、蒸气、液化石油气。作结构用:作打桩管、作桥梁;码头、道路、建筑结构用管等。
防腐螺旋钢管厂家这里所说的设计条件主要是指设计压力和设计温度。防腐螺旋钢管管道的设计压力:应不低于正常操作时,由内压(或外压)与温度构成的苛刻条件下的压力。、
螺旋焊接钢管是指用钢带或钢板弯曲变形为圆形、方形等形状后再焊接成的、表面有接缝的钢管。按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管、邦迪管等。按焊缝形状可分为直缝焊管和螺旋焊管。电焊钢管用于石油钻采和机械 制造业等。炉焊管可用作水煤气管等,大口径直缝焊管用于高压油气输送等;螺旋焊管用于油气输送、管桩、桥墩等。焊接钢管比无缝钢管*、生产效率高 螺旋焊管采用电接点压力表控制输送机两边压下油缸的压力,确保了带钢的平稳输送。采用外控或内控辊式成型。采用焊缝间隙控制装置来保证焊缝间隙满足焊接要求,管径,错边量和焊缝间隙都得到严格的控制。内焊和外焊均采用美国林肯电焊机进行单丝或双丝埋弧焊接,从而获得稳定的焊接规范。焊完的焊缝均经过在线连续超声波自动伤仪检查,保证了100%的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。法兰连接焊接钢管的焊缝均经过在线连续超声波自动伤仪检查,保证了的螺旋焊缝的无损检测覆盖率。若有缺陷,自动并喷涂标记,生产工人依此随时调整工艺参数,及时缺陷。采用空气等离子切割机将钢管切成单根钢管后,每批钢管都要进行严格的检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。焊缝上有连续声波探伤标记的部位,经过手动超声波和X射线复查,如确有缺陷,经过修补后,再次经过无损检验,直到确认缺陷已经。每根钢管经过静水压试验,压力采用径向密封。