

价格:1起
0
联系人:
电话:
地址:
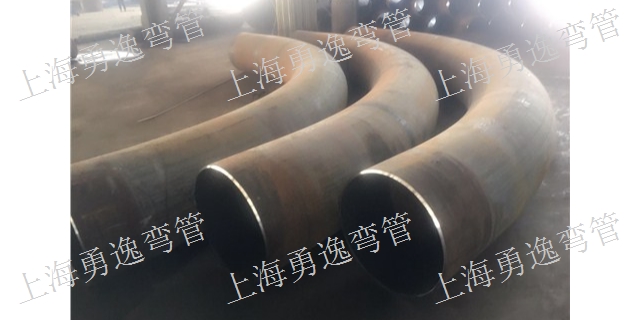
上海勇逸弯管有限公司专业从事冷弯管加工,公司座落于景色秀丽的上海。本公司专业从事冷弯管加工多年,现已拥有先进的冷弯设备和弯管加工工艺,专业弯制加工各类焊管、钢管、槽钢、角钢、扁钢、工字钢等型钢。
弯管加工产品有直角弯管 U型弯管 组合弯管 蛇型弯管 盘管 角钢 槽钢 工字钢等。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材、空调配管、卫浴设备、石油化工、造船航天、机械制造等行业。
多年来,我公司进行了一定规模的弯管加工技术改造,引进一批技术人才和先进的弯管加工机械。
参与上海市内重点工程,钢结构,不锈钢,铝合金弯曲。宝山区销售国标弯头加工定制
更重要的是通过这些表面处理和改性过程,改善铸件的表面性状和适合性,提高义齿的耐磨、耐蚀和抗应力疲劳等理化特性。一、表面反应层的去除表面反应层是影响钛铸件理化性能的主要因素,在钛铸件研磨抛光前,必须达到完全去除表面污染层,才能达到满意的抛光效果。通过喷砂后酸洗的方法可完全去除钛的表面反应层。1.喷砂:钛铸件的喷砂处理一般选用白刚玉粗喷较好,喷砂的压力要比非贵金属者较小,一般控制在。因为,喷射压力过大时,砂粒冲击钛表面产生激烈火花,温度升高可与钛表面发生反应,形成二次污染,影响表面质量。时间为15~30秒,仅去除铸件表面的粘砂、表面烧结层和部分和氧化层即可。其余的表面反应层结构宜采用化学酸洗的方法快速去除。2.酸洗:酸洗能够快速完全去除表面反应层,而表面不会产生其他元素的污染。HF—HCl系和HF—HNO3系酸洗液都可用于钛的酸洗,但HF—HCl系酸洗液吸氢量较大,而HF—HNO3系酸洗液吸氢量小,可控制HNO3的浓度减少吸氢,并可对表面进行光亮处理,一般HF的浓度在3%~5%左右,HNO3的浓度在15%~30%左右为宜。二、铸造缺点的处理内部气孔和缩孔内部缺点:可等热静压技术(hotisostaticpressing)去除,但对义齿的精度会产生影响。宝山区销售国标弯头加工定制户外健身器材,汽摩配件,挖掘机,泵车等部件。
钢管在弯制前应验证其钢号,直径和壁厚应符合相应的技术标准及设计要求。现在管材的一般特点是:扛强烈冲击的的性能强,表面光滑,使用寿命长:在高温或者低温下都能具有较为突出的柔软性现在应用中,弯管与弯头应用的特别***,所以就要求我们再制造工艺上要不断的创新不断改进方能适应消费者的需求。这一技术缺点是弯管爆裂疑问的重要原因之一弯管,弯管的应用范围非常***也是引发爆破、火灾等恶性结果的危险。
相对于纯靠经验的设计思路而言,该方法具有一定的可靠性,此方法将为该工艺的深入研究提供理论依据。这样就使弯管加工钻头加大了磨损。由于不锈钢材质的粘性较高,断屑性能差,因此在攻丝过程中容易出现切屑刮伤工件螺纹或丝锥崩刃等现象,影响加工效率和螺纹质量。
有很多弯管,由于在使用期间认真保养,尽可能避免对它不利的因素,因此,经过保养之后的弯管,它们的寿命都很长,且中间几乎很少维修,甚至长期都没有损坏。如何对其进行保养呢?
1、长期存放的弯管,应定期检查,常常对外露的加工表面须保持清洁,除污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。
2、球阀、截止阀、闸阀使用时,只作全开或全闭,不答应做调节流量用,以免密封面受冲蚀,加速磨损。闸阀和上螺纹截止阀内有倒密封装置,手轮旋到上面的位置拧紧,即可阻止介质从填料处泄漏。
3、弯管应用手轮,不要借助杠杆或其它工具,防止损坏阀件。手轮顺时针旋转为封闭。
4、阀门填料压盖的螺栓应平均地拧紧,不应压成歪状态,防止碰伤阻碍阀杆运动或造成泄漏。
合理的保养利于弯管的长期使用,同时在保养的过程中我们要做的还有随时检查,及时清理那些附着在管道表面的污垢,让它时刻保持干净。
芯棒式热推弯管是在专用推制机上,在轴向推力下通过牛角芯棒.
基本上都是根据管道的材料、压力、受力方向等因素进行确定,而且它的加热温度范围基本上都会根据管道的材质确定,只要不超过或者低于一定的范围,基本上管道的弯制工作比较理想。弯管的环刚度实际上是指抗外部压力指标。压力管道的承受的负载有内部压力和外部的压力。通常内部压力产生的应力是造成管材破坏的主要因素,破坏的形式是管壁内的拉应力造成的变形过大和破裂。设计时一般先按承受内压负载进行设计计算,选择材料和结构数据,如壁厚,再考虑外压负载进行设计验算,必要时修改结构数据。弯管的环刚度实际上不是一直不变的,同样压力的管道。上海,加工,弯管产品分布于造船、汽车、摩托车、锅炉、石油化工。宝山区销售国标弯头加工定制
自行车停车架,户外运动器械,户外健身器材,汽摩配件,挖掘机。宝山区销售国标弯头加工定制
众所周知,制作弯管的重要道具弯管模具是重要组成部分,因其不同的形状和形态而压制出不同型号和质量的弯管。为节约成本,通过不同的切割工艺,改造出更实用的弯管模具。在弯管模具改造时,企业也要注意其本身的特点。弯管模具夹紧部分不能过短,否则容易造成钢管变形,可保证在20mm左右。在模具管材较软较薄的部位,必须夹紧部分应穿心轴防止变形。对于夹模与轮模是同时旋转弯管的,夹紧力不需要太大。同时夹模的夹紧力可根据管子直径、管壁厚度适当调整。用v形夹模夹紧时,夹模与轮模有时有间隙,间隙的大小与管子直径大小有关,当管子直径为φ10mm时,间隙小。随着管子直径的增加间隙逐渐增大,但不影响装夹与加工。如遇到大于φ18mm管子时,要更换v形夹模、轮模与导模。与v形夹模不同,如用R形夹模装夹,夹模与轮模之间的间隙是没有变化的。导模与夹模的v形尺寸应统一,便于观察与调整弯管模具。长此以往,通过改造一年大约可节省20种弯管模具的成本费,而且可**缩短生产时间。长期存放的弯管,应作按期检查,常常对外露的加工表面须保持清洁,***污垢,整洁地存放在室内透风干燥的地方,严禁堆置或露天存放。弯管要常常保持的干燥和透风,保持器的清洁和整洁。宝山区销售国标弯头加工定制





