

价格:面议
0
联系人:
电话:
地址:
在没有内冷却设施的机床上,切削速度只能达150sfm。丝锥不同于大多数金属切削工具,因为它与工件孔壁接触面积非常大,所以冷却至关重要。如果高速钢丝锥过热,则丝锥会折断、烧损,NORIS公司高性能丝锥的几何形状特点,就是有较大的后角和倒锥。”上述丝锥的几何形状,再配以特殊的涂层表面(像TiN、TiCN、CrN或TiAlN),可**提高丝锥的寿命。这些耐热的、光滑的涂层,减小了切削力并允许在更高的切削速度下攻丝。实际上,较新的高性能丝锥的开发,极大地促进了机床主轴速度和功率的提高。明显提高联接强度:消除内外螺纹螺距和牙型误差,使螺纹负荷均匀分布。浙江钢丝螺套规格
氧化处理就是把高速钢丝维放入500-550℃的水蒸气中,使其表面形成Fe3O4被膜的一种表面处理方法。氧化处理法也叫高压蒸气处理法。铁的氧化物有FeO、Fe2O3、Fe3O4三种,其中FeO只能在570℃以上才能生成,所以它在高速钢丝锥的表面处理层中不存在,丝锥表层中有Fe3O4(黑铁)和Fe2O3(红铁)两种,而后者对丝锥的切削性没有益处,经过高质量地表面处理后,丝锥的处理层为Fe3O4被膜,装面美观,呈蓝黑色,表层厚度为1-3um。1.氧化特点氧化处理之所以能提高丝锥的性能是因为表面层为多孔质,对冷却液吸附性好,能起到减小磨擦的作用。同时,能防止丝锥与被切削材料间的粘结。此外还除去了制作丝锥时残留在其表面的磨削应力。浙江钢丝螺套规格M2.5X0.45 1.5d 3.8 1084-2.5CN038 4184-2.5CN38。
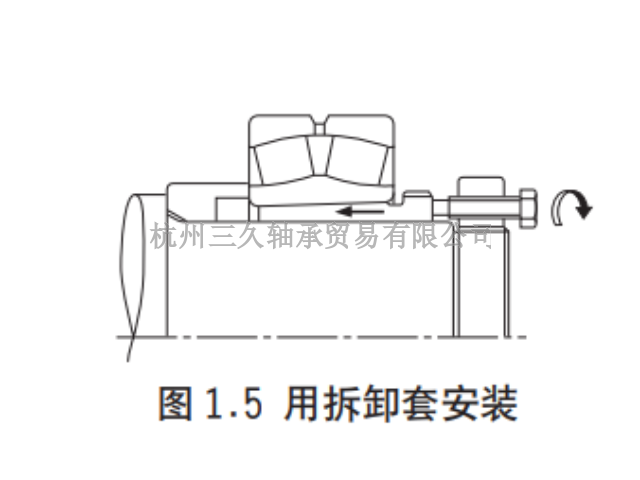
少量安装钢丝螺套时和 M14×2 以上粗牙钢丝螺套安装时可采用 “T ”型开槽或螺纹头简易工具安装 , 并注意不要在钢丝螺套安装柄上施加较大的轴向力以防 “ 乱扣 ” 。钢丝螺套安装后 , 为检查所形成的标准内螺纹孔精度等级 , 可用相应的级别塞规检验。对有折断槽的钢丝螺套,旋入螺孔后应将安装柄去除,需用去柄工具。通孔时 , 要将钢丝螺套安装柄折断 , 一般用冲断器对准安装柄 , 用 200g 左右的榔头猛打一下即可去除 , 对于 M18×2.5 以上的粗牙钢丝螺套和 M14×1.25 以上的细牙钢丝螺套 , 用尖嘴钳上下弯曲安装柄就能折断。然后将断下来的安装柄从螺孔中取出即可。
螺纹是机械零件连接最常见的方法,而丝锥又是加工内螺纹**常用的工具。正确地选用丝锥加工内螺纹,可以保证螺纹连接的质量,提高丝锥的使用寿命。选择丝锥公差带国产机用丝锥都标志中径公差带代号:H1、H2、H3分别表示公差带相同的位置,但公差值是不同的。手用丝锥的公差带代号为H4,公差值、螺距及角度误差比机用丝锥大,材质、热处理、生产工艺也不如机用丝锥。H4按规定可以不标志。丝锥中径公差带所能加工的内螺纹公差带等级如下:丝锥公差带代号适用内螺纹公差带等级M4X0.7 1d 4 1084-4CN040 4184-4CN040。
丝锥的中径精度等级选择不当;切削液选择不合理;攻丝锥螺纹的速度过高;丝锥与工件丝锥螺纹底孔同轴度差;丝锥刃磨参数选择不合适;刃磨丝锥产生毛刺;丝锥切削锥长度过短。选择合适精度等级的丝锥中径;选择适宜的切削液并适当降低切削速度;攻丝锥螺纹时校正丝锥和丝锥螺纹底孔同轴度;采用浮动夹头;适当减小前角与切削锥后角;消除刃磨丝锥产生的毛刺,并适当增加切削锥长度。丝锥螺纹中径过小丝锥的中径精度等级选择不当;丝锥刃磨参数不合适;丝锥磨损;切削液选择不合适。选择适宜精度等级的丝锥中径;适当加大丝锥前角和切削锥度;更换磨损过大的丝锥;选用润滑性好的切削液。M3X0.5 3d 9 1084-3CN090 4184-3CN090。浙江钢丝螺套规格
Y--成品(空缺-无特殊处理,Y-镀镉,V-镀银,W-镀干性润滑油,PF-Primer Free)。浙江钢丝螺套规格
丝锥是一种加工内螺纹的工具,按照形状可以分为螺旋槽丝锥、刃倾角丝锥、直槽丝锥和管用螺纹丝锥等,按照使用环境可以分为手用丝锥和机用丝锥,按照规格可以分为公制,美制,和英制丝锥等。丝锥是制造业操作者在攻丝时采用的**主流的加工工具。机用和手用丝锥是切制普通螺纹的标准丝锥。中国习惯上把制造精度较高的高速钢磨牙丝锥称为机用丝锥,把碳素工具钢或合金工具钢的滚牙(或切牙)丝锥称为手用丝锥,实际上两者的结构和工作原理基本相同。通常,丝锥由工作部分和柄部构成。工作部分又分切削部分和校准部分,前者磨有切削锥,担负切削工作,后者用以校准螺纹的尺寸和形状。浙江钢丝螺套规格



