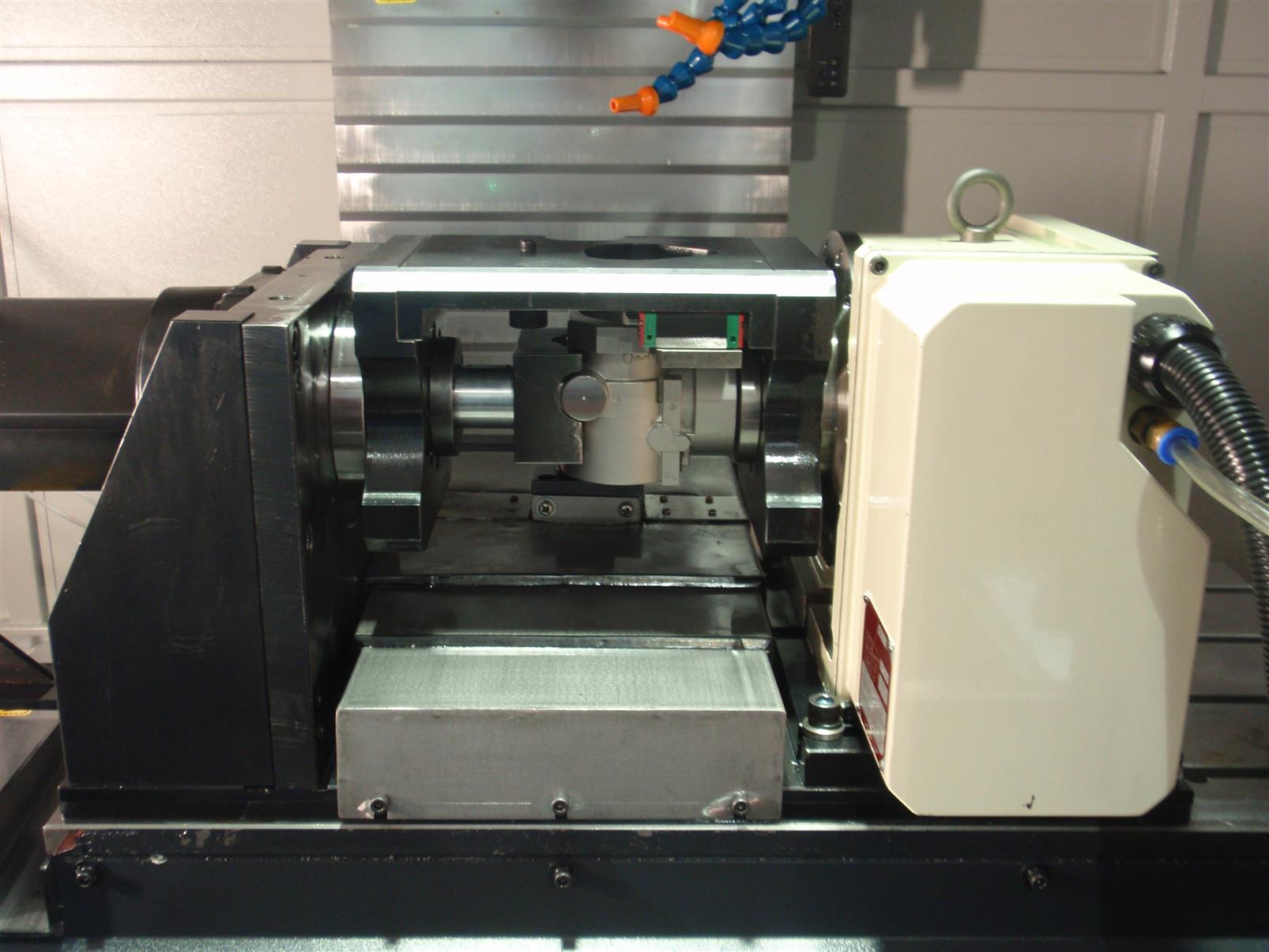
秀山夹具厂家 灵活顺畅 角座式卧加夹具
价格:2200.50起
工装夹具设计考虑的问题:被加工件的毛坯余量,造成毛坯尺寸过大,产生干涉。所以在设计之前一定要准备毛坯图。留出足够的空间。夹具的排屑畅通性,设计时由于机床的加工空间的有限性,夹具往往被设计的空间比较紧凑,这时往往就会忽略在加工过程产生的铁屑在夹具死角处存积。包括切屑液的流出不畅,给以后加工带来很多麻烦。所以在实际之初就应考虑加工过程中出现的问题,毕竟夹具是以提率,方便操作为本的。夹具的整体敞开性,忽略敞开性,造成操作者装卡困难,费时费力,设计大忌。
加工时当零件加工批量不大时,应该尽量采用组合夹具、可调式夹具或其它通用夹具,以缩短生产准备时间,节省生产费用。数控机床加工在成批生产时才考虑使用夹具,选择的对刀点便与数学处理和简化程序编制。
零件的装卸要快速、方便、可靠,以缩短数控机床的停顿时间,对刀点在机床上容易校准。夹具上各零部件应该以不妨碍机床对零件各表面的加工。夹具要敞开,其定位夹紧机构的元件不能影响加工中的走刀运行。
机床夹具的特点:提高生产率、降低成本。用夹具装夹工件,无需找正便能使工件迅速地定位和夹紧,显著地减少了工时;用夹具装夹工件提高了工件的刚性,因此可加大切削用量;可以使用多件、多工位夹具装夹工件,并采用夹紧机构,这些因素均有利于提高劳动生产率。另外,采用夹具后,产品质量稳定,废品率下降,可以安排技术等级较低的工人,明显地降低了生产成本。
优良的机床夹具必须满足的基本要求:提高生产效率 , 夹具的复杂程度应与生产纲领相适应,应尽量采用各种快速的装夹机构,保证操作方便,缩短时间,提高生产效率。工艺性能好,夹具的结构应力求简单、合理,便于制造、装配、调整、检验、维修等。