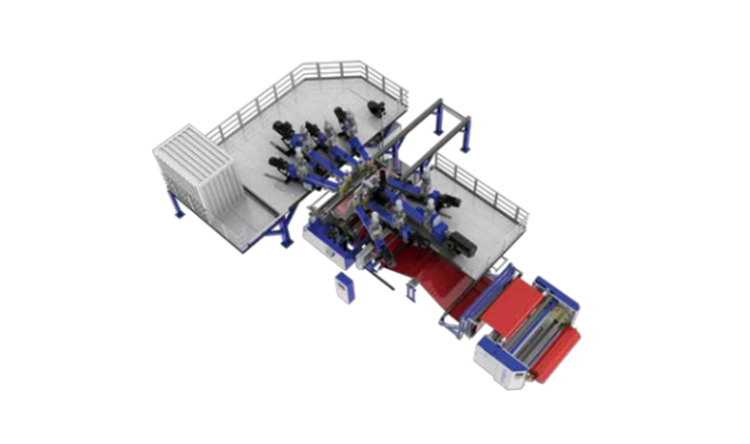
CPP流延膜生产线JWELL-2500
价格:0.00起
我们有成熟的设计团队,确保生产线更加智能、更加、更加稳定。
CPP薄膜经过印刷、制袋,可作为服装、针织品和花卉的包装袋;可用于食品外包装,糖果外包装,药品包装等;
CPE流延膜机组
全自动调节模头,可实现在线闭环控制;
薄壁冷却成型辊,螺旋流道设计,保证高速生产时薄膜定型效果的一致;
配套负压双腔真空箱和静电压边装置,保证薄膜熔膜稳定;
高稳定性电晕处理装置,故障率低,可根据需要转换走向,处理薄膜的正。
CPE复合基材膜:可与BOPA、BOPET、BOPP等产品复合-热封-制袋,应用于食品、服装等领域;
CPE单层印刷膜:经热印-热封-制袋,应用于卷纸提袋包装、纸巾立包装等;
CPE镀铝膜:广泛用于软包装、复合包装,装潢、激光全息防伪、激光压印镭射等。
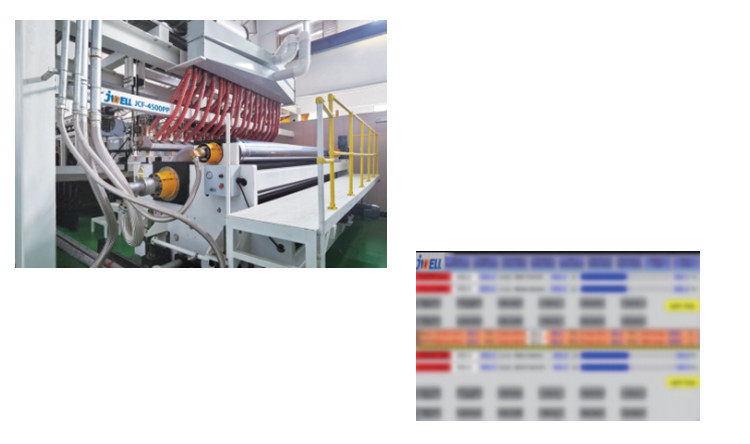
高阻隔流延膜机组
金纬机械具备生产高9层高阻隔流延膜生产线的能力;该设备适应性强,可针对不同牌号的PE、PP、PA、EVOH原料进行优化适应。
金纬机械 JWELL-JCF控制系统检测、控制和调节;挤出机和模头的温度、压力监测;牵引、收卷速度控制及监测;同步提速、降速及整线联动
产量控制及显示;故障提示及警告。
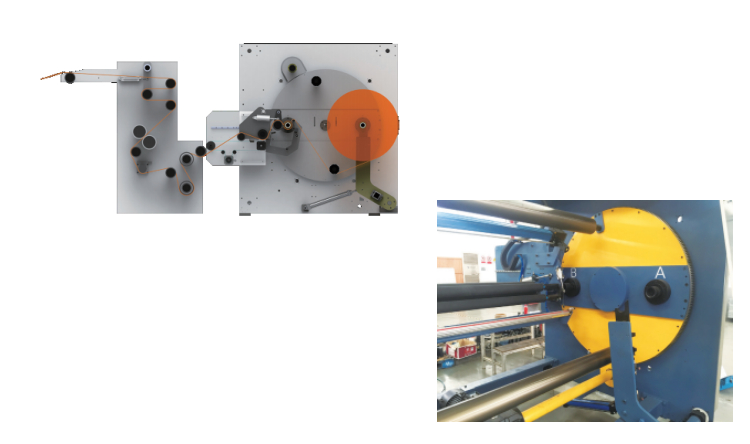
全自动收卷机
多种放射性测量探头可供选择,如果需要,我们还可以将厚度检测系统与自动模头集成在一起;生产过程中所产生的边料可实现在线回收利用,
通过多组分下料装置,将粉碎后的回收料输送至挤出机;我们能提供全自动收卷、卸卷,可大大降低人工成本。
金纬公司的全自动收卷机,可实现高收卷质量,大多数情况下,您可以直接对卷材进行后续加工,而*复卷;经过不断优化,金纬公司的收卷机已经
可以将收卷直径提高至1200mm。
结构与主要原材料20世纪80年代PP流延膜多为单层。进入20世纪90年代,多层复合挤出逐渐成为主流,现在已经向5层和7层共挤流延方向发展。多层共挤复合薄膜采用性质不同的材料,具有单层流延膜无法比拟的优点和特性。按使用种类,CPP膜分为通用型、金属化型和耐蒸煮型三种。不同流延膜对PP原料要求不同,不同的树脂性能上有着明显的差别。总的来说,多层复合CPP薄膜由电晕处理层、支撑层和热封层组成,三层各自的作用和对原料的要求也不同。流延膜生产线
2. (1)电晕处理层为了提高CPP膜的印刷性能,必须对薄膜表面进行电晕处理。CPP膜必须符合易于电晕处理,衰退速率慢的要求利用电晕处理,使聚合物表面粗糙度增加,表面渗润张力增大,但表面渗润张力也不是越大越好,否则薄膜表面会因氧化过度而发脆,造成力学性能下降。表面渗润张力的衰竭程度与树脂中的低分子物的含量有直接关系,低分子物越多,表面渗润张力衰竭越快,润湿剂含量在0.8~1.2x10-3时较为理想。对电晕层原料的根本要求是:既要有一定的抗粘连性,又要控制低分子物的含量。
设备应用和特点:
本机组可用于生产各类桌布及塑制手套、浴帽、西服套雨伞材 料的坯膜,也可用于生产PE卫生巾底膜、尿裤尿不湿用膜及打孔底膜和各类包装膜、深压纹膜。增加拉伸机组后能生产防水透气膜。高速生产线可配备在线分切,采用高速双工位自动收卷且高速收卷时*缠绕胶带。整机一体化、自动程度高。生产速度达到130m/min以上时,同等产量下该机型比常规流延机功耗低25%,有效节省生产成本和人工。
POE流延膜生产线按薄膜宽可分为:2500mm、3000mm、3500mm、5000mm,以挤出机的配置可分为:三层、五层、七层;POE流延膜生产线速度已达到160m/min--250m/min的水平。
POE流延膜生产线特点:
1、POE胶膜生产线,整线采用低张力控制,确保产品收缩率控制在2%以内;
2、采用多机共挤POE单螺杆挤出,螺筒恒温循环水冷却系统;
3、辊身部分采用双面压花;
4、冷却部分采用冷却辊与清理应力装置,使胶膜平稳运行并充分定型,确保收缩率小于3%;
5、整条线采用PLC全自动控制,实现人机界面的操作;
6、生产线配置有在线质量监测控制系统,*产品合格率。


