

价格:面议
0
联系人:
电话:
地址:
关于冲床送料机送料速度不稳定的方法,由于造成冲床送料机送料速度不稳的原因有很多,所以出现类似现象时要及时联系厂家进行检查维修,避免损坏冲床模具和浪费材料。设定速度太快。因受电控系统的响应时间的限制不可能进行高速的送料,通常气动比较高送料速度在每分钟60-120次(具体次数因材料厚度和步距不同而有所差别),机械比较高送料速度在每分钟150-200次,若实际冲压速度高于此速度,会造成跟不上,造成送错料。冲床模具本身有误差或无材料切边阻挡。若冲床模具本身设计,浙江数控冲床送料机源头厂家、制作有问题,浙江数控冲床送料机源头厂家,也会造成送距不稳,此时可先不使用送料,而采用人工手动送料试打产品,确认是否问题出在模具本身上,浙江数控冲床送料机源头厂家,若是则改模校正即可。送料时间设定不对。不同模具对冲床送料机送料时间要求是不同的,若送料时间设定太晚则会造成送料不足,此时需要重新调节冲床的送料信号凸轮角度。冲床送料机使用触摸屏将运行参数写入PLC。浙江数控冲床送料机源头厂家
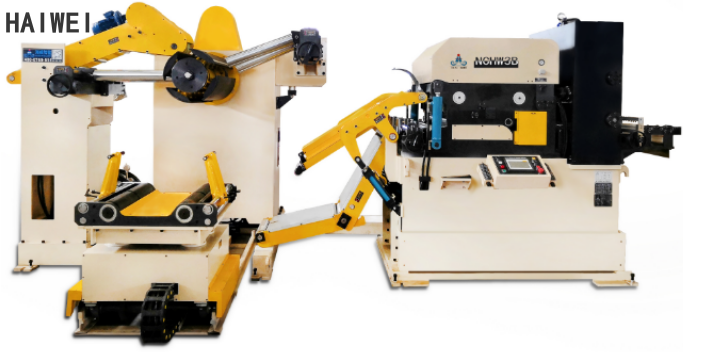
冲床送料机触摸的输入与设定方式 1、送料速度:是显示伺服电机的转数,值越大,送料速度越快;2、送料长度:是显示单次送料的长度也就是模具的步距,值的单位是mm,通常更换冲压模具后只要重新设定此值数就OK了,其它参数都无需另设;3、实时长度:是送料的实时长度显示;4、计数设定:是可以根生产需要设定冲压数量的显示,到达设定数量时,送料机会自动停止(注:在设定画面中有一个是否设定计数开关,在开关处于是的情况下,设定数量才能生效5、计数现值:当设定画面中是否设定计数开关处于是时,此值是显示已冲压产品数量。(注:此值到达设定数量或到显示计数时送料机就会自动停止,要重新生产时请清零此值;6、自动启动:点击此键启动自动送料作,送料机根据冲床反馈信号进行自动送料作业。(注:按键前一定要手动引导材料完成模具的全部冲压步距后,当冲床停在上死点时,并且需要送料一次料才能完下次冲压时,因为点击此键后,送料机会自动送一次料);海南冲床卷料冲床送料机推荐冲床送料机是集送料、矫正、料架三机一体全自动送料装置。
冲床送料机在使用过程中,因放松时使用之动力源为气压,且一般都是与冲床联接配套使用,难免会产生振动,常常会发生因振动将冲床之相关定位螺丝反松而影响到整平送料精度,因此目前采用的方式是直接在侧板上加工沉头孔在定位轴端攻牙与固定两侧板距离,或者不加定位轴,这种方式不利于调节定位轴来消除误差。 故障一、故障分析:卷材蛇行 原因分析:1、料卷宽度及挡料轮位置不当;2、滚轮压力不匀;3、打滑卡死;4、滚轮压力过大。 排除方式:1、重新调整;2、重新调整;3、检查模具导槽是否与NC是否成一直线,模具内是否有废料回升,材料是否有毛边;4、重新调整。 故障二:送料时产生突发性的误差 原因分析:1、NC送料机对材料的调整是否合适;2、滚轮与伺服马达之间传动间隙过大;3、卷料的相关不均。 排除方式:1、整平机NC的速度是否搭配,或整平与NC中间距离及料弧高度和冲床速度是否适当;2、将皮带调紧;3、检查卷料的长、宽、厚是否标准。
冲床送料机占地空间小,有利于用户生产车间设备的布局。传统类型的送料模式,材料架与矫正机,以及矫正机与送料装置之间必须要保留一定距离的“待料区”,才能保证生产的顺利进行,增加了空间的占有比率,使送料过程更加的繁杂。 2、冲床送料机缩短了送料调试过程,减少了劳动生产力以及生产时间,降低了生产成本,提高了效率。由于厚板材料弹性较大,传统的厚板材料开卷送料时,需使用压料臂压紧后再剪开而且入料需多人辅助牵引入料,很多时候甚至需三人使用撬棍对整平机、材料架进行入料,这样需占用很多人力物力,且在使用操作上,材料架、整平机、送料机还需分开去操作,调试繁琐,操作复杂,调试过程繁琐,浪费了大量人力、物力。冲床nc送料机把以上过程精简化,避免了送料过程繁杂的工作。冲床伺服送料机特点。
中板冲床送料机的特性 1. 本机采用电脑NC控制系统,更具人性化的设计.适合各种金属片之送料及矫正;适合0.3-3.2厚度的材料,针对节省空间及容易操作而设计。 2. 适合于各种五金、电子、电器、玩具及汽车零件之连续冲压加工,送料矫正,准确耐用;料卷装置,使用油压扩张,材料送至冲模内,无需人工入料,省人力,安全性高。 3. 本机全采用伺服马达、电器箱电子零件及控制器等,产品故障率低,寿命长 4、简洁之构造设计,维修保养、管理均简单化,并加强操作者作业之安全性 ;滚轮镀铬,高精度,非常耐用 5、可任意设定送料长度,操作容易,安全及稳定性高,将卷料前端压平方便材料进入滚轮。马达带动压料臂装置,可使材料不会松散。 6、入料导弧升级装置,可高效率及简捷的入料;料架马达采变频马达传动,可以送料机同步。 7、本机型另有附加送料台车机型可供选择冲床送料机能代替人工劳动,避免人体暴露于冲床下的危险,全天候运行。辽宁冲床卷料冲床送料机案例
冲床送料机在工作中常见的抖动原因。浙江数控冲床送料机源头厂家
冲床冲床送料机是冲压厂家的冲压好帮手,冲床送料机是集开卷,整平,送料三机一体的自动送料机。冲床送料机采用进口伺服,确保高精度送料,是冲压行业常用的机器,那么冲床送料机作为常用的机器在运行中难免也会出现一些故障,比如出现异常信号,海威小编带大家了解一下先关的解决方法。 1 、缺料灯(NO MATERIAL):此灯号亮时,则整平送料机前之光电侦测缺料,此时送料机停,并通知冲床停止,送入材料后按下复归即可。2、计数到达灯(COUNT):灯亮时表示整平机设定的计数已经到达,此时送料机停止送料,并通知冲床停止。将计数值清灵或将计数设定开关切至OFF再按下复归即可。3、误送(FEED ERROR):灯亮时表示送料角度与放松角度重叠,此时可以调整送料速度或加减速时间,并确认送料角度及放松角度然后压下复归按钮即可让灯熄灭。浙江数控冲床送料机源头厂家
东莞市海威智能装备股份有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,东莞市海威智能装备供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!




