云南驰宇建材有限公司
联系人:戴龙生
电话:18788473208
地址:经开大冲工业园宝象物流中心E区7栋1号货场
产品规格:
产品数量:
包装说明:
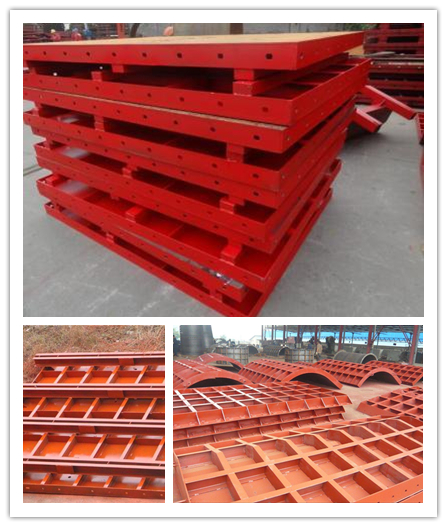
关 键 词:铜仁钢模板参数
行 业:钢铁 建筑钢材 无缝钢管
发布时间:2022-11-04
组合焊接
1、模扇制作;必须在有一定刚的胎模上施工,定型肋板组焊——肋板矫正检测——骨架装配定位焊——组对面板焊接,焊接成型。
2、钢模板成型必须在胎模上施工,对于组合装配用的螺栓孔、在组合装配时应预先拧紧螺栓,防止在组装时、螺栓孔或其它相临部位尺寸错位。
3、钢模板肋条骨架网加固焊可在胎模 下施焊,肋条骨架网加固焊后须经矫正后再上胎模组合钢模面板。
4、钢模面板上胎必须经矫正娇平修边处理,组合肋条骨架网对位固定,面板与筋板肋条边贴付平顺压紧施焊。钢模骨架网与面板组焊筋板和面板焊接采用对称间隔焊。

1. 柱钢模板容易产生的问题是:截面尺寸不准,混凝土保护层过大,柱身扭曲。防止办法是:支模前按图弹位置线,校正钢筋位置,支柱前柱子应做小方盘钢模板,保证底部位置准确。根据柱子截面尺寸及高度,设计好柱箍尺寸及间距,柱四角做好支撑及拉杆。
2.梁钢模板容易产生的问题是:梁身不平直,梁底不平,梁侧面鼓出,梁上口尺寸偏大,板中部下挠。防止办法是:梁、板钢模板应通过设计确定龙骨、支柱的尺寸及间距,使钢模板支撑系统有足够的强度及刚度,防止浇混凝土时钢模板变形。钢模板支柱的底部应支在坚实地面上,垫通长脚手板,防止支柱下沉,梁、板钢模板应按设计要求起拱,防止挠度过大。梁钢模板上口应有拉杆锁紧,防止上口变形。
3.墙钢模板容易产生的问题是:墙体混凝土厚薄不一致,截面尺寸不准确。拼接不严,缝子过大造成跑浆。防止方法:钢模板应根据墙体高度和厚度通过设计,确定纵横龙骨的尺寸及间距,墙体的支撑方法,角模的形式。钢模板上口应设拉结,防止上口尺寸偏大。

施工完成后要注意检查以下几项内容:
1、桥梁模板的资料搜集、采集、整理和现场核对。
2、检查支座是否锈蚀、老化、移位等。
3、检查墩台及基础有无滑动、倾斜、下沉。混凝土台帽有无风化、开裂、剥落、露筋等。墩台**面是否清洁,伸缩缝处是否漏水。锥坡是否完好,有无勾缝脱落,切块松动、缺失,有无出现贯通裂缝。
4、混凝土是否开裂、缺损和出现钢筋锈蚀,有无碱集料反应引起的整体龟裂现象,表面有无严重碳化,梁体是否出现明显的位移、变形。
5、桥梁模板是否平整、顺直、伸缩自如,是否有异常变形和响动、松动、破损、脱落、漏水,是否嵌入杂物,槽口铺装层是否啃边,是否造成明显的跳车。
加工人员要求
1、 钢模板加工过程各工位的操作人、必须按钢模板加工工艺和施工图纸的用材型号规格及尺寸要求加工。
2、 加工过程对于施工不清楚的部位应立即停止下道工序加工,必须及时向工作现场的技术人员咨问明确后方可进行下道工序工作。
3、 钢模板加工过程的重要和关键性部位、工序、工位和钢模板受力部位的焊接必须责任到个人,对于经常出现质量问题的工序和部位在加工过程必须采取必要防范措施、以防止出现不必要的质量返工。
4、 在钢模板加工工作过程中、各工位的操作人员应注意施工人员、加工机具和以加工好的半成品成品及配件得意外损坏,作到安全防范于事前。
验收参照标准
1、钢模板验收依据《公路桥梁施工技术规范》JTJ041——2000模板、支架和拱架9.1《公路工程质量检验评定标准》JTJ071——2005,并引用委托方提供的加工制作技术要求为检验标准合并、对加工完工钢模板的成品钢模板进行分组、分部依次检验。
2、 钢模板加工过程的工艺、工序、工部全程,必须严格遵循国家标准(组合钢模板技术规范)G214——2001的相应对技术标准操作。
3、遵照甲方技术交底严格按照要求加工,加工成的质量标准控制无论合种标准必须采用较高的标准为加工标准,严禁擅自降低加工质量控制标准。

