四川双清螺旋钢管有限公司
联系人:袁先生
电话:13688011776
地址:四川省成都崇州市成都市崇州羊马工业园
产品规格:
产品数量:
包装说明:
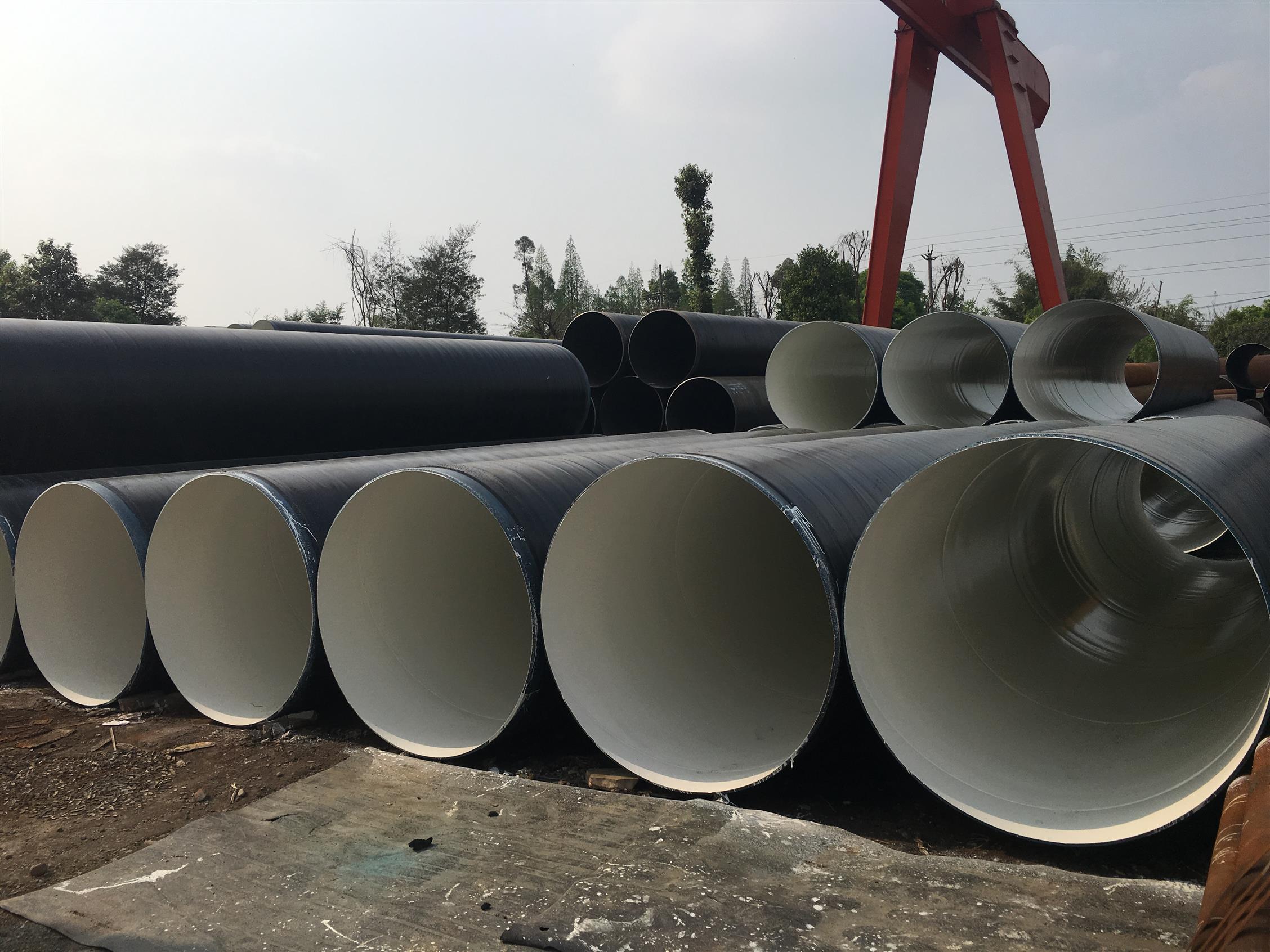
关 键 词:Q345双环氧
行 业:建材 金属建材 钢管
发布时间:2022-09-29
生产国标标准螺旋钢管要想把合格率提高到98%及以上,必须用设备,做为设备必须带有铣边机,因为现阶段我国螺旋钢管焊接都是双面埋弧焊焊接,为了保证焊接效果理想,铣边机起了不可估量的作用,铣边机主要工作就是把原材料两边给弄整齐,再就是把焊接处弄成利于焊接的V字型,自动埋弧焊焊接螺旋钢管起来气孔少,焊透率高,夹杂少,给修补螺旋钢管的工人带来了大的便利
防腐螺旋钢管厂家清除内毛刺,通常是在连续焊管生产线上清除,也可以采用离线方法清除。清除内毛刺方法,目前主要有以下几种方法:
1、切削法:该方法是利用伸进管内固定刀刃或旋转切削头,对毛刺进行切削;
2、辗压法:该方法是利用伸进管内的滚压装置,使内毛刺产生塑性变形,达到减薄内毛刺高度的效果;
3、氧化法:防腐螺旋钢管焊接开始时,用通气喷嘴向内焊缝喷射氧气流,利用焊缝焊接余热,使内毛刺加4、速氧化,并在气流冲出下脱落;
5、拉拔法:防腐螺旋钢管通过模具时,在浮动塞的环形刀刃作用下,清除钢管内毛刺;外毛刺清除装置有一把刨刀和二把刨刀型式,用一把刨刀要停机换刀,而用二把刨刀清除毛刺,换刀可不需停机。

螺旋钢管废品又分为内废和外废两种。内废指在铸造厂内或铸造车间内发现的废品螺旋钢管;外废指螺旋钢管在交付后发现的废品,通常在机械加工、热处理或使用过程中才显露出来,其所造成的经济损失远比内废大。为减少外废,成批生产的螺旋钢管在出厂前好抽样进行试验性热处理和粗加工,尽可能在螺旋钢管厂内发现潜在的螺旋钢管缺陷,以便及早采取必要的补救指施。

防腐螺旋钢管厂家设计压力确定:考虑介质的静液柱压力等因素的影响,设计压力一般应略**由(或)外压与温度构成的苛刻条件下的工作压力。a. 一般情况下螺旋管管道元件的设计压力确定一般情况下,为了操作上的方便,在此不妨采用压力容器的做法,即在相应工作压力的基础上增加一个裕度系数。

防腐螺旋钢管厂家清除内毛刺技术难度大,由于去内毛刺的装置在钢管内部,工作环境很差,看不见,摸不到,它受到带钢精度、机组设备精度、成形工艺、焊缝形状等影响,往往得不到保证。国外资料报导,内孔在14㎜以上的防腐螺旋钢管都可以去除内毛刺,实际上内孔25mm以下的内毛刺清除就很困难了。国内技术一般在内孔50mm以上较大直径的焊接钢管可以清除内毛刺。
毛刺宽度通常在0.5~3mm左右,内毛刺高度是不均的,一般为0.2~0.6mm。个别高度可达1mm以上。外毛刺一般用刨削法清除,而内毛刺在钢管内空间小,清除技术难度增加。由于内毛刺的存在,当钢管再进行冷拔或冷轧精加工时,会在钢管内表面形成裂纹、折叠或划痕。因此对于精密焊管,不清除内毛刺就无法达到内表面质量要求,也无法进行后步工序加工。
螺旋钢管是用带钢卷曲焊接而成,无缝方管是用钢坯穿孔而成方管上没有焊接点。用途不同的是螺旋钢管得承压不如无缝方管的承压高,价格不同,无缝方管的产能低,螺旋钢管的产能高,两种相同型号的方管无缝方管的贵很多,如果不是压力要求不高还是螺旋钢管比较经济。您知道螺旋钢管和无缝方管有什么区别?分析人士认为,**经济增长复苏加速,是推动方管板块反的重要因素之一。此前美股市场上对方管板块的做空情绪浓厚,但近期随着美国、欧洲和中国好于预期的经济数据公布,市场情绪有所改善。螺旋焊接钢管也称螺旋焊管,是用钢板或带钢经过卷曲成型后焊接制成的钢管。螺旋焊接钢管生产工艺简单,生产效率高,品种规格多,设备资少,但一般强度低于无缝钢管。20世纪30年代以来,随着带钢连轧生产的迅速发展以及焊接和检验技术的进步,焊缝质量不断提高,螺旋焊接钢管的品种规格日益增多,并在越来越多的领域代替了无缝钢管。螺旋焊接钢管按焊缝的形式分为直缝螺旋焊管和螺旋螺旋焊管。为了达到理想的除锈效果,应根据直缝螺旋焊管设备外表的硬度、原始锈蚀水平、要求的外表粗糙度、涂层类型等来选择磨料,对于单层环氧、二层或三层聚乙烯涂层,采用钢砂和钢丸的混合磨料更易达到理想的除锈效果。钢丸有强化钢表面的作用,而钢砂则有刻蚀钢表面的作用。钢砂和钢丸的混合磨料(通常钢丸的硬度为4050HRC钢砂的硬度为5060HRC可用于各种钢表面,即使是用在C级和D级锈蚀的钢表面上,除锈效果也很好。