


价格:面议
深圳市二荣科技有限公司
联系人:姚先生
电话:13632560173
地址:松岗街道楼岗大道5号创裕工业园A-8号
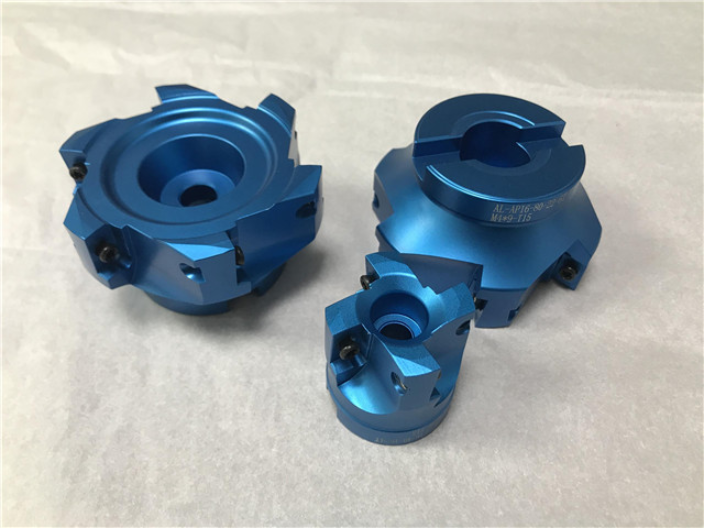
机加工中心在选择切削刀具时应遵循以下原则,切削刀具材料与加工对象的物理性能匹配,具有不同物理性能的刀具,如,高导热和低熔点的高速钢刀具、高熔点和低热胀的陶瓷刀具、高导热和低热胀的金刚石刀具等,所适合加工的工件材料有所不同。加工导热性差的工件时,应采用导热较好的刀具材料,以使切削热得以迅速传出而降低切削温度。金刚石由于导热系数及热扩散率高,切削热容易散出,不会产生很大的热变形,深圳五金铝刀盘公司,深圳五金铝刀盘公司,这对尺寸精度要求很高的精密加工刀具来说尤为重要,深圳五金铝刀盘公司。由于相比一般的铣刀要大,且形状如盘,所以称之为铣刀盘。深圳五金铝刀盘公司
数控刀具是机械制造中用于切削加工的工具,又称切削工具。广义的切削工具既包括刀具,还包括磨具;同时“数控刀具”除切削用的刀片外,还包括刀杆和刀柄等附件!数控刀具分类。根据刀具结构可分为:整体式:刀具为一体,由一个坯料制造而成,不分体;焊接式式:采用焊接方法连接,分刀头和刀杆;机夹式:机夹式又可分为不转位和可转位两种;通常数控刀具采用机夹式!特殊型式:如复合式刀具,减震式刀具等。根据制造刀具所用的材料可分为:高速钢刀具;硬质合金刀具;金刚石刀具;其他材料刀具,如立方氮化硼刀具,陶瓷刀具等。深圳直角铝刀盘价钱铝刀盘通过一次切割获得更好的表面质量。

刀具的刀齿在开始切入时,由于切削刃钝圆半径的影响,刀齿在工件表面上打滑,产生挤压和摩擦,使这段表面产生严重的冷硬层。滑行到一定程度时,刀齿方能切下一层金属层。下一个刀齿切入时,又在冷硬层上挤压、滑行,使刀齿容易磨损,同时使工件表面粗糙度值增大;顺铣时,刀齿的切削厚度从较大逐渐递减至零,避免了逆铣时的刀齿挤压、滑行现象,已加工表面的加工硬化程度大为减轻,表面质量也较高,刀具耐用度也比逆铣时高。由此可见,每次机加刀具角度选用的不同,对刀具寿命、铣削力大小和切削的工艺性影响也不同,所以在选择方面要针对性强。
如何才气提升加工效率和延伸刀具寿命?首先,充实的冷却、恰当的加工线速度、有效的断屑、恰当的刀具包角对付控制刀尖温度非常有效。单刃螺旋铣刀。首先,充实的冷却、恰当的加工线速度、有效的断屑、恰当的刀具包角对付控制刀尖温度非常有效。对于同时具有内冷却的CNC机床和刀具,应该只管即便利用较利于降温的内冷却成果,以便使强有力的高压水流带走大量的切削热,确保加工地区连结在肯定的温度范畴内。虽然没有内冷却成果的机加工配置,也保举利用外传内冷却刀柄,同时增强冷却压力,改进冷却结果。铝刀盘的直径应根据工件加工尺寸的要求选择。
数控加工刀具的种类。数控加工刀具可分为常规刀具和模块化刀具两大类。模块化刀具是发展方向。发展模块化刀具的主要优点:减少换刀停机时间,提高生产加工时间;加快换刀及安装时间,提高小批量生产的经济性;提高刀具的标准化和合理化的程度;提高刀具的管理及柔性加工的水平;扩大刀具的利用率,充分发挥刀具的性能;有效地消除刀具测量工作的中断现象,可采用线外预调。事实上,由于模块刀具的发展,数控刀具已形成了三大系统,即车削刀具系统、钻削刀具系统和镗铣刀具系统。在选择铝刀盘时,要考虑其齿数。深圳高速铝刀盘定制
选择铝刀盘刀具寿命时可考虑:对于机夹可转位刀具,由于换刀时间短,为了充分发挥其切削性能。深圳五金铝刀盘公司
根据零件的加工阶段选择刀具.即粗加工阶段以去除余量为主,应选择刚性较好、精度较低的刀具,半精加工、精加工阶段以保证零件的加工精度和产品质量为主,应选择耐用度高、精度较高的刀具,粗加工阶段所用刀具的精度较低、而精加工阶段所用刀具的精度较高.如果粗、精加工选择相同的刀具,建议粗加工时选用精加工淘汰下来的刀具,因为精加工淘汰的刀具磨损情况大多为刃部轻微磨损,涂层磨损修光,继续使用会影响精加工的加工质量,但对粗加工的影响较小。深圳五金铝刀盘公司
深圳市二荣科技有限公司拥有一般经营项目是:电子产品、五金塑胶制品、五金件的技术开发和销售;国内贸易、货物及技术进出口。(法律、行政法规或者决定禁止和规定在登记前须经批准的项目除外),许可经营项目是:电子产品、五金塑胶制品、五金件的生产。等多项业务,主营业务涵盖铝刀盘,五金塑胶,五金件,电子产品。公司目前拥有较多的高技术人才,以不断增强企业重点竞争力,加快企业技术创新,实现稳健生产经营。深圳市二荣科技有限公司主营业务涵盖铝刀盘,五金塑胶,五金件,电子产品,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。一直以来公司坚持以客户为中心、铝刀盘,五金塑胶,五金件,电子产品市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。