

价格:面议
东莞市颂智科技有限公司
联系人:徐涛
电话:18128036757
地址:塘厦镇实业路6号1栋101室
熔焊是在焊接过程中将工件接口加热至熔化状态,不加压力完成焊接的方法。熔焊时,热源将待焊两工件接口处迅速加热熔化,形成熔池。熔池随热源向前移动,冷却后形成连续焊缝而将两工件连接成为一体。在熔焊过程中,如果大气与高温的熔池直接接触,大气中的氧就会氧化金属和各种合金元素。大气中的氮,北京电池托盘焊接加工厂家、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,北京电池托盘焊接加工厂家,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得质量焊缝。东莞市颂智科技有限公司热诚希望新老顾客莅临我公司开展业务,我们竭诚为您提供质量的服务并满足您的期望。公司将依托强大的设备制造和应用技术优势,致力于打造华南地区水冷散热系列产品设备规格全、生产能力强,北京电池托盘焊接加工厂家、服务品质比较好的专业公司。 摩擦焊可以方便地连接同种或异种材料,包括金属、部分金属基复合材料、陶瓷及塑料。北京电池托盘焊接加工厂家
东莞市颂智科技有限公司搅拌摩擦焊是一种绿色环保、不需要焊料、可直接焊透、可自动化机械焊接的固相焊接革新技术。焊缝中的温度与接头的力学性能之间有一个比较好范围,**出比较好范围,焊缝的热出入过大接头的力学性能降低。原因:铝合金在焊接过程中,热循环使焊缝两侧发生组织、性能变化的热效应区(HAZ),是产生软化的主要危险区域。软化区间的宽度直接与热输入成正比,所以要减小软化区间的宽度热输入。当焊缝中的温度进入铝台金的软化温度时,热影响区会发生强化相的析出和聚集,材料的固溶强化效果减弱,焊件的强度降低,随着温度的升化相甚至发生过时效析出现象,材料固溶强化效果更差,强度下降越多。东莞市颂智科技有限公司还可根据客户产品需求定制专业设备服务,以满足客户的特殊需求。如有需要欢迎来电咨询。 上海找搅拌摩擦焊接加工哪个好搅拌摩擦焊,旋转使材料受热变软 , 将材料塑化并被搅拌混合,经过回复与再结晶后实现冶金熔台。强度接近母材。
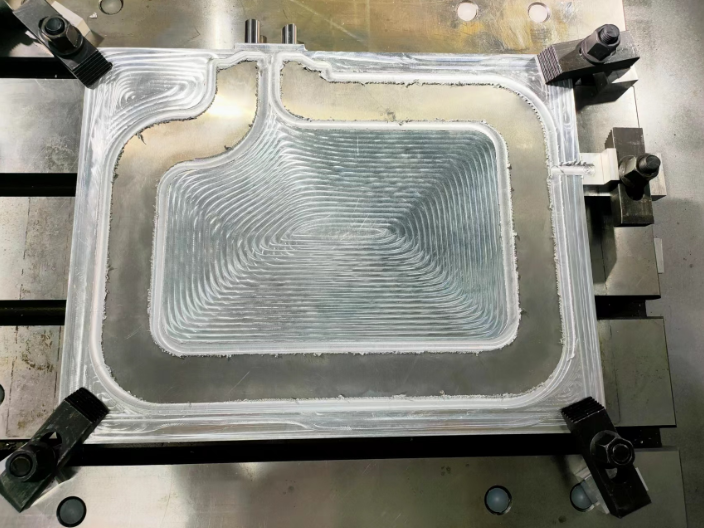
电机壳搅拌摩擦焊工艺注意事项1.焊缝表面氧化层需要打磨掉,上表面加工余量留1mm左右;2.焊缝间隙尽量保证小于,高低差小于;3.焊缝离边缘距离建议不小于6mm,否则会压塌变形,需要定制特殊工装控制,增加工艺控制难度;4.型材电机壳的铝封条放置位置设计要留,以承受搅拌头压力;5.电机壳产品建议设计防错措施,增加定位销孔设计;6.焊接轨迹及尾孔预留位置要提前规划好。水冷电机壳对焊缝气密性和变形度要求都比较高,目前的熔焊类焊接方式,通常会存在变形大、暗沟气孔等问题,很难满足水冷电机壳安全性能要求,而搅拌摩擦焊属于固相焊接,焊缝效果好,变形小,成为水冷电机壳的比较好选择。东莞颂智科技有限公司是专业的搅拌摩擦焊设备生产厂家深受广大客户的喜爱欢迎大家来电咨询。
东莞市颂智科技有限公司搅拌摩擦焊焊接是一种绿色环保、不需要焊料、可直接焊透、可自动化机械焊接的固相焊接革新技术。
搅拌摩擦焊接过程中,搅拌焊针高速旋转并插入焊件,随即在焊接压力的作用下,轴肩与焊件表面接触,于是在轴肩与焊件材料上表面及搅拌针与接合面间产性大量的摩擦热,同时,搅拌针附近材料发生塑性变形和流体流动从而导致形变热,其中摩擦热是焊接产热的主体。随着搅拌焊头沿焊缝方向行走,这些热量对焊缝及焊缝附近的母材施以热循环作用,导致材料中沉淀相的溶解、焊缝和热影响区发生较大程度的软化搅拌摩擦焊本质上是以摩擦热作为焊接热源的焊接方法,所以热输入是影响焊接质量的直接、关键因素。东莞市颂智科技有限公司还可根据客户产品需求定制专业设备服务,以满足客户的特殊需求。如有需要欢迎来电咨询。 能一次完成较长焊缝、大截面、不同位置的焊接.接头高,操作过程方便实现机械化、自动化,设备简单,能耗低。

搅拌针(MX-TrifluteTM)是英国焊接研究所(TWI)淘汰柱形搅拌针后设计出的两种搅拌针形貌。锥形螺纹搅拌针和三槽锥形螺纹搅拌针的共同之处是它们都呈平截头体状(或玻璃杯状),而且都带有螺纹。在搅拌针根部直径相同时,平截头体状搅拌针切削的材料比柱形的少。据计算,锥形螺纹搅拌针所切削的材料只有柱形搅拌针的60%,而三槽锥形螺纹搅拌针所切削的也只有柱形的70%。另外,平截头体形状搅拌针上的螺纹能促进搅拌头附近的塑性软化材料具有向上运动的趋势。为了改善软化材料的流动路径,增强其行为,一些研究人员还在搅拌针_上设计出平台,或沟槽。对于三槽锥形螺纹搅拌针,锥面上开有三个螺旋形的槽,以减小搅拌针的体积,增加软化材料的流动性,同时破坏并分散附着于工件表面上的氧化物。 搅拌摩擦焊技术能够提高生产效率,降低生产成本,进一步提升航空航天工业的经济效益空间。重庆搅拌摩擦焊接加工认真负责
摩擦焊是利用工件端面相互运动、相互摩擦所产生的热,使端部达到热塑性状态,然后迅速**锻,完成焊接。北京电池托盘焊接加工厂家
搅拌摩擦焊优缺点:
搅拌摩擦焊焊接加工主要优点如下:(1)焊接接头热影响区显微组织变化小.残余应力比较低,焊接工件不易形;(2)能一次宪成较长焊缝、大截面、不同位置的焊接.接头高:(3)操作过程方便实现机械化、自动化,设备简单,能耗低,高:(4)*添加焊丝,焊铝合金时不需焊前除氧化膜,不需要保护气体,成本低;(5)可焊热裂纹敏感的材料,适台异种材料焊接:(6)焊接过程安全、无污染、无烟尘、*等。
搅拌摩擦焊缺点:焊接工件需要刚性固定,反面应有底板;焊接结束搅拌探头提出工件时,焊缝端头形成一个键孔,并且难以对焊缝进行修补:工具设计、过程参数和机械性能数据只在有限的合金范围内可得:在某种情况下,如特殊领域中要考虑腐蚀性能、残余应力和变形时,性能需进一步提高才可实际应用;对板材进行单道连接时,目前焊速不是很高:搅拌头的磨损消耗太快等。
东莞市颂智科技有限公司还可根据客户产品需求定制专业设备服务,以满足客户的特殊需求。如有需要欢迎来电咨询。 北京电池托盘焊接加工厂家
东莞市颂智科技有限公司致力于机械及行业设备,是一家生产型的公司。公司业务涵盖搅拌摩擦焊机,数控铲齿机,搅拌摩擦焊头,搅拌摩擦焊产品加工等,价格合理,品质有保证。公司秉持诚信为本的经营理念,在机械及行业设备深耕多年,以技术为先导,以自主产品为重点,发挥人才优势,打造机械及行业设备良好品牌。在社会各界的鼎力支持下,持续创新,不断铸造高质量服务体验,为客户成功提供坚实有力的支持。