

价格:面议
上海羿燊实业有限公司
联系人:王小磊
电话:13761729117
地址:高逸路112-118号2、3、4、5、6、7、幢
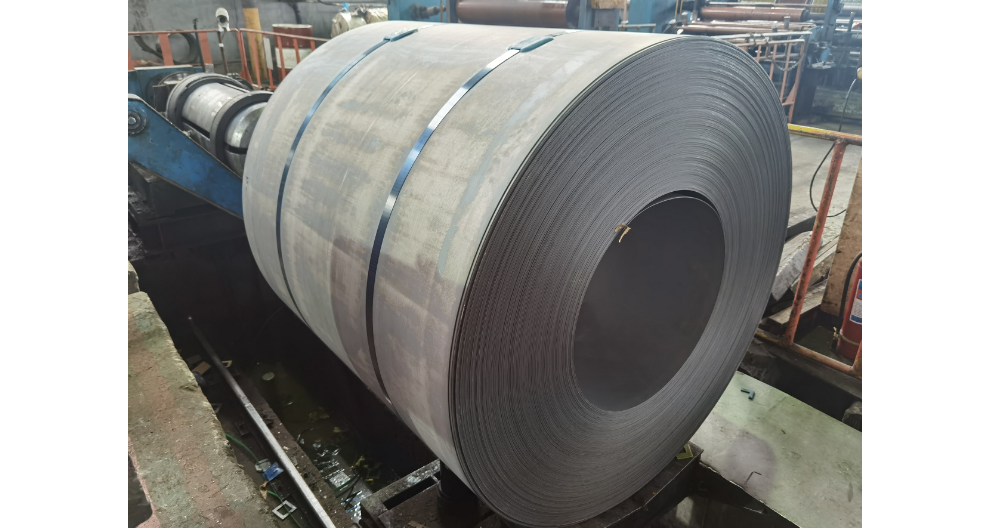
酸洗板是以热轧薄板为原料,经酸洗机组去除氧化层,切边,精整后,表面质量和使用要求(主要是冷弯成型或冲压性能)介于热轧板和冷轧板之间的中间产品,是部分热轧板和冷轧板理想的替代产品。与热轧板相比,酸洗板的优势主要在于:表面质量好,由于热轧酸洗板去除了表面氧化铁皮,提高了钢材的表面质量,便于焊接、涂油和上漆。尺寸精度高,平整后,可使板型发生一定变化,从而减少不平度的偏差。提高了表面光洁度,增强了外观效果。能减少用户分散酸洗造成的环境污染。与冷轧板相比,酸洗板的优势在于在保证表面质量使用要求的前提下,使用户有效的降低采购成本。目前,许多企业对钢材的高性能、低成本提出越来越高的要求。随着轧钢工艺技术不断进步,安徽酸洗结构钢技术,热轧薄板的性能正向冷轧板接近,使“以热代冷”在技术上得以实现。可以说,酸洗板是介于冷轧板和热轧板之间的性能价格比比较高的一种产品,安徽酸洗结构钢技术,有着良好的市场发展前景。但是从目前看,酸洗板在我国各个行业的使用才刚刚起步。用酸洗液酸洗后,安徽酸洗结构钢技术,再用清水冲掉,放置一段时间,自己就会形成钝化膜了。安徽酸洗结构钢技术
不锈钢酸洗用什么“酸”? 绝大多数情况下,不锈钢产品需要进行焊接作业,然而,焊接之后的不锈钢,都会留有焊斑、高温氧化皮等污渍。焊接口的焊斑,颜色差别大,没有不锈钢原有的光泽,对产品外观美观性造成沉重打击。 不锈钢酸洗工艺,是不锈钢加工之后十分重要的步骤,酸洗液的质量,直接影响不锈钢产品的质量。 不锈钢酸洗液,可以有效清洗不锈钢表面焊缝及其他表面处理所产生的黑色氧化皮、锈斑等。 现今,不锈钢酸洗液在不锈钢铸造件、焊接件清洗领域,得到普遍的应用。 1.不锈钢酸洗液在使用过程中,能够轻易去除不锈钢工件表面的焊斑,工艺操作简单。 2.不锈钢酸洗液常温下使用,*加温。一般用于不锈钢焊接后的焊缝高温处理后的不锈钢高温氧化皮的去除。 3.漂洗性能良好,酸洗之后,工件只需用去离子水就可以轻松地将残液洗去。 4.成分中,含有酸洗缓蚀剂,不伤不锈钢的表皮。安徽酸洗结构钢技术酸洗通常与预膜(pre-passivating treatment)一起进行。
不锈钢轴承生产中有关酸洗处理的工艺方式: 经过锻铸等热加工后的不锈钢轴承,表面往往有一层氧化皮、润滑剂或氧化物污染,污染物包括石墨、二硫化钼与二氧化碳等。为了不锈钢轴承的使用性能活再一次通过喷丸处理、盐浴处理以及多道酸洗处理。 切削加工后的清洗及酸洗钝化 不锈钢轴承经切削加工后表面上通常会残留铁屑、钢末及冷却乳液等污物,会使不锈钢轴承表面出现污斑与生锈,因此应进行脱脂除油,再用硝酸清洗,既去除了铁屑钢末,又进行了钝化。焊接前后的清洗及酸洗钝化 由于油脂是氢的来源,在没有清理油脂的焊缝中会形成气压,而低熔点金属污染(如富锌漆)焊接后会造成开裂,所以不锈钢焊前必须将坡口及两侧20mm内的表面清理干净。酸洗常用的酸有盐酸、硫酸、磷酸、氢氟酸、氨基磺酸等无机酸,和柠檬酸、EDTA 等**酸。
酸洗工艺流程:线材—→剥壳去锈—→酸洗—→水洗—→高压水冲洗—→磷化—→冲洗—→皂化—→干燥。 有的单位将此种工艺用于一般弹簧钢丝的毛坯和半成的拉拔。但在热处理时,只适用于电接触炉,而不适用于燃料热处理炉,因其会引起马弗砖炉孔的堵塞(电接触炉则无此缺陷)。 此种工艺并不适用予毛坯的酸洗,对于粗规格的线材,由于拉拔后残留的磷化层较厚,还会引起挂铅,尤其不利于高级钢丝,并且成本较高。 以正火、锈化为主的酸洗工艺其工艺流程为:线材—→正火—→酸洗—→水洗—→高压水冲洗—→锈化—→沾薄石灰水—→干燥。 这种工艺与上述不同,它不剥壳去锈而需经过正火,适用于较高的强度的弹簧钢丝的毛坯和其他钢丝半成品的拉拔。在酸洗前应当注意避免焊管沾上油污,在有油污的情况下要先清理油污,再进行酸洗。

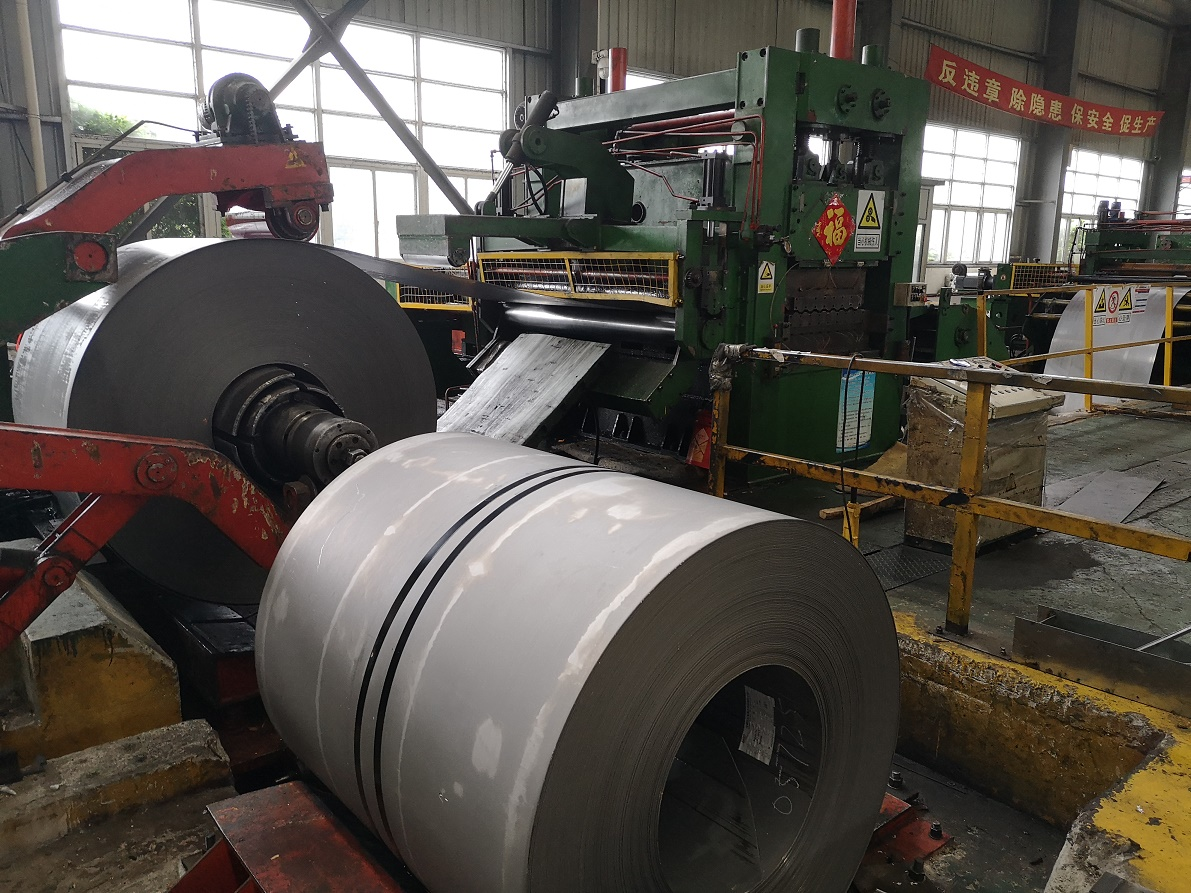
一般酸洗采用盐酸进行清洗,成品盐酸的价格在每吨1000多块,而副厂盐酸(通常所指的废酸)的价格只有盐酸的1/4。酸洗本来是不允许使用副品盐酸的,但是现在很多酸洗公司却在原料上投机取巧采用副品盐酸进行清洗,为他们“节约”了不少原料费。但是使用副品盐酸做为清洗原料对设备的危害是较大的,副品盐酸是来自于工业合成副产盐酸,所以副品盐酸中有很多的杂质,比如含有很多对设备损伤严重的高价金属。所以酸洗采用副品盐酸会降低酸洗费用,但是后期却会对设备产生很多危害,严重减少设备的使用寿命与工作效能。连续式酸洗线主要有两种形式,分别是连续卧式酸洗机组和连续塔式酸洗机组。杭州酸洗大梁钢厂
酸洗载体适宜于分析酸性样品。安徽酸洗结构钢技术
酸洗工艺流程:线材—→剥壳去锈—→酸洗—→水洗—→高压水冲洗—→磷化—→冲洗—→皂化—→干燥。 有的单位将此种工艺用于一般弹簧钢丝的毛坯和半成的拉拔。但在热处理时,只适用于电接触炉,而不适用于燃料热处理炉,因其会引起马弗砖炉孔的堵塞(电接触炉则无此缺陷)。 此种工艺并不适用予毛坯的酸洗,对于粗规格的线材,由于拉拔后残留的磷化层较厚,还会引起挂铅,尤其不利于高级钢丝,并且成本较高。 以正火、锈化为主的酸洗工艺其工艺流程为:线材—→正火—→酸洗—→水洗—→高压水冲洗—→锈化—→沾薄石灰水—→干燥。 这种工艺与上述不同,它不剥壳去锈而需经过正火,适用于较高的强度的弹簧钢丝的毛坯和其他钢丝半成品的拉拔。安徽酸洗结构钢技术