


价格:面议
深圳市嘉禾激光智能科技有限公司
联系人:吴家琪
电话:18665107812
地址:公明街道上村社区莲塘工业城B区*11栋101
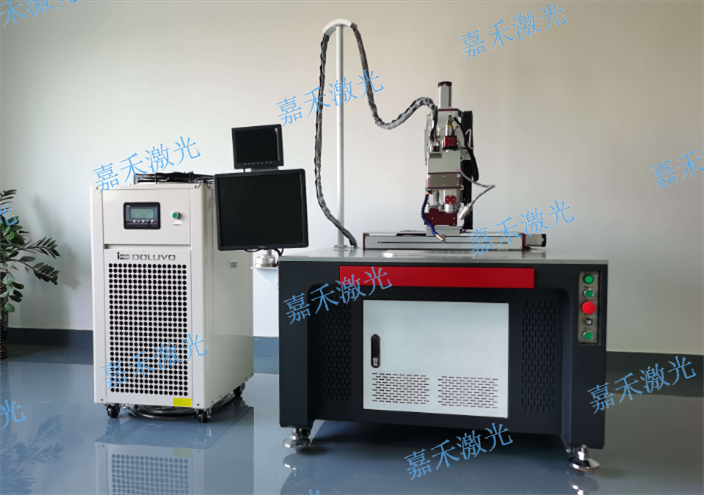
激光焊接机就是赚钱机器与其他传统的焊接技术相比,激光焊接具有如下的优点:1、激光焊接属非接触式焊接,作业过程不需加压,焊接速度快、功效高、深度大、残余应力和变形小,能在室温或特殊条件下(如封闭的空间)进行焊接,深圳激光焊机厂家供应,焊接设备装置简单,不产生X射线。2、可焊接如高熔点金属的难熔材料,甚至可用于如陶瓷、**玻璃等非金属材料的焊接,对异形材料施焊,效果良好,且具有很大的灵活性,可对于焊接难以接近的部位施行非接触远距离焊接。3、激光束经聚焦可获得很小的光斑,由于不受磁场影响且能精确定位,深圳激光焊机厂家供应,因此,可进行微型焊接,适用于大批量自动化生产的微,深圳激光焊机厂家供应、小型工件的组焊中。4、激光束易实现光束按时间与空间分光,可以切换装置将激光束传送举多个工作站,因此,能进行多光束同时加工及多工位加工,为更精密的焊接提供了条件。5、激光焊接因属无接触加工,没有工具损耗和工具调换等问题,同时,其不需使用电极,因此没有电极污染或受损的顾虑,且易于以自动化进行高速焊接。亦可以数位或电脑控制。6.技术要求只要会点基本电脑知识,普通员工即可,不像传统焊接机需操作经验高,技术好的师傅。从而再一次为企业节约相对一部分资金。焊接速度快、功效高、深度大、残余应力和变形小,焊接设备装置简单,不产生X射线。深圳激光焊机厂家供应
手持式激光焊机是否需要填充焊丝:
如果焊接间隙不大,则*使用填充丝。如果较大或想更坚固,较好添加填充丝。如果焊接不锈钢,填充线必须是不锈钢。填充丝的作用是弥补小焊点,使焊接部位更加牢固。但有一点需要注意,填充焊丝的直径必须大于焊接间隙。例如,如焊接间隙为1.2mm,填充电缆必须大于1.2mm,1.5mm为佳。焊嘴直径主要有1.5mm/1.8mm/2.0mm,如果焊接间隙在2.0mm以内,则*添加焊丝。但如果焊接间隙大于2.0mm,或者如果希望焊接性能更强(即使焊接间隙在2.0mm以内),也可以选择与焊丝系统一起使用。 深圳 激光焊接机只需简单设置好参数,即可立刻上手,改换喷嘴后不管是平焊、阴角、阳角、叠焊等等都不在话下。
金属焊接有多种办法,比方传统的氩弧焊、电焊和其他的普通焊机。近年来,激光切割、激光焊接进入了金属加工成形范畴,手持式激光焊机的高效便利优势明显,疾速产生了“金属焊接迭代效应”,简直能够替代氩弧焊、电焊等工艺。它可用在门窗五金、工艺品、灯饰、金属广告、五金厨卫、餐具、厨房电器、农林机械、医疗设备、体育健身器材等等行业,激光手持焊正在快速替代氩弧焊、电焊等市场。嘉禾激光深耕金属焊接领域,从原来的500W-1000瓦手持焊,突破到现在的1500瓦,2000瓦,3000瓦。
激光手持焊的局限性也是存在的,比如板材间隙大于5mm焊缝则不太适应于激光手持焊,板材厚度**过10mm的焊缝激光手持焊也无法焊透。对于大批量的流水线产品一般也不适用于人工手持焊,结合机器人进行半自动化激光焊接可能效率会更高一点。总体来说,激光手持焊适用于板材厚度薄、板材间隙小、小批量零散件的焊接,而大规模等以上的应用,则需要结合机器人进行自动化产线焊接。深圳市嘉禾激光深耕焊接多年,终结了各种金属焊接的疑难杂症,在为客户产品焊接达到要求,有着成熟的解决方案。操作简单,焊接效率高。
激光焊接机应用领域与加工的特点
随着激光技术的迅猛发展,激光应用技术越来越广泛应用于汽车、航空航天、*工业、造船、海洋工程、核电设备、高新电子、精密加工、生物医学等领域。激光焊接机作为激光应用的一个方向,是基于传统加工技术与现代激光技术的综合体。由于激光焊接功率密度高、释放能量快,所以在加工的效率方面要比传统的方式效率高,激光焊接加工有着比传统加工更为优越的加工特点。
激光焊接是利用高能量的激光脉冲对材料进行微小区域内的局部加热,激光辐射的能量通过热传导向材料的内部扩散,将材料熔化后形成特定熔池。它是一种新型的焊接方式,主要针对薄壁材料、精密零件的焊接,可实现点焊、对接焊、叠焊、密封焊等,深宽比高,焊缝宽度小,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,无气孔,可精确控制,聚焦光点小,定位精度高,易实现自动化。而传统工艺需要使用板材堆叠进行焊接,激光焊接在整个过程不需要接触加工物品表面,所以激光加工过程有着传统焊接手段所无法媲美的优点 可焊材料广,可持续工作。深圳激光焊机厂家供应
速度基本在传统焊接上提升了3-5倍。深圳激光焊机厂家供应
激光焊接机深熔焊接的主要工艺参数
(1)激光功率。激光焊接中存在一个激光能量密度阈值,低于此值,熔深很浅,一旦达到或**过此值,熔深会大幅度提高。只有当工件上的激光功率密度**过阈值(与材料有关),等离子体才会产生,这标志着稳定深熔焊的进行。如果激光功率低于此阈值,工件只发生表面熔化,也即焊接以稳定热传导型进行。而当激光功率密度处于小孔形成的临界条件附近时,深熔焊和传导焊交替进行,成为不稳定焊接过程,导致熔深波动很大。激光深熔焊时,激光功率同时控制熔透深度和焊接速度。焊接的熔深直接与光束功率密度有关,且是入射光束功率和光束焦斑的函数。一般来说,对一定直径的激光束,熔深随着光束功率提高而增加。
(2)光束焦斑。光束斑点大小是激光焊接的**重要变量之一,因为它决定功率密度。但对高功率激光来说,对它的测量是一个难题,尽管已经有很多间接测量技术。
光束焦点衍射极限光斑尺寸可以根据光衍射理论计算,但由于聚焦透镜像差的存在,实际光斑要比计算值偏大。简单的实测方法是等温度轮廓法,即用厚纸烧焦和穿透聚丙烯板后测量焦斑和穿孔直径。这种方法要通过测量实践,掌握好激光功率大小和光束作用的时间。 深圳激光焊机厂家供应
深圳市嘉禾激光智能科技有限公司属于机械及行业设备的高新企业,技术力量雄厚。公司是一家私营有限责任公司企业,以诚信务实的创业精神、专业的管理团队、踏实的职工队伍,努力为广大用户提供高品质的产品。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业**为目标,提供高品质的激光打标机,激光焊接机,激光切割机,激光清洗机。嘉禾激光将以真诚的服务、创新的理念、高品质的产品,为彼此赢得全新的未来!