青岛英特质量工程技术有限公司
联系人:李吉进
电话:13506480092
地址:山东省青岛城阳区流亭街道裕亭路61号
产品规格:
产品数量:
包装说明:
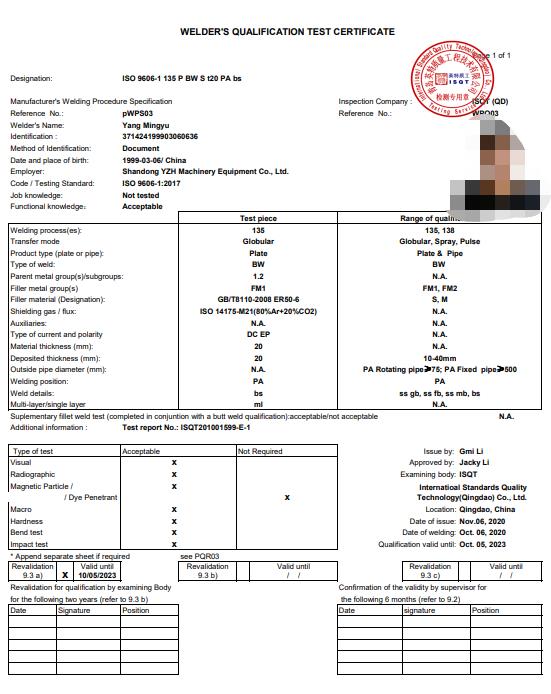
关 键 词:焊接工艺评定母材覆盖
行 业:咨询
发布时间:2022-04-21
公司介绍:
青岛英特质量工程技术有限公司是一家立的第三方服务机构,公司已经通过检验检测机构资质认定(CMA)和实验室认可(CNAS注册号:L10262),取得测试和校准的能力。技术人员全部拥有本科及以上学历,具有多年本行业工作经验。公司主营业务包括四个个板块:检验、检测;计量校准;咨询培训和产品认证。具体包括以下内容:
一、检验检测业务:现场验货、项目跟踪、产品生产过程质量控制、金属材料理化测试、晶间腐蚀测试、点腐蚀、焊接工艺评定、焊工考试、紧固件相关测试、原材料及零部件的失效分析、疲劳振动、温湿测试、盐雾测试、尺寸测量等、高分子材料燃烧测试等、建筑材料受力分析等
二、计量校准业务:测力仪校准、引伸计校准、直读光谱仪校准、ICPMS校准、扭矩扳手校准、压力表校准、硬度计校准、卡尺校准、千分尺校准、百分表校准、电压电流表校准、电焊机校准、浮子流量计校准等。
三、咨询培训业务:ISO 17025, ISO 15189, CNAS, CMA, IATF16949, ISO三体系等,计量建标,力学培训发证、金相培训发证、无损培训发证、内审员培训发证、精益生产,有限元分析,其他如机械设计、铸造工艺、热处理工艺优化的技术服务。可以为企业提供机械产品从设计到使用的全程服务。
四、产品认证业务:ISO 3834焊接体系认证、ISO 1090产品认证、CE认证、PED认证、ASME认证等。
焊接工艺评定简介:为验证所拟定的焊件焊接工艺的正确性或进行焊工能力考核而进行的试验过程及结果评价。
焊接工艺评定目的:
1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头。
2.验证施焊单位所拟订的焊接工艺书是否正确。
3.为制定正式的焊接工艺书或焊接工艺卡提供可靠的技术依据。
4.考核焊工能力。
焊接工艺评定应用范围:
1、适用于锅炉,压力容器,压力管道,桥梁,船舶,航空航天,核能以及承重钢结构等钢制设备的制造、安装、检修工作。
2、适用于气焊,焊条电弧焊,钨极氩弧焊,熔化较气体保护焊,埋弧焊,等离子弧焊,电渣焊等焊接方法。
评定过程:
1、拟定预备焊接工艺书2、施焊试件和制取试样
3、检验试件和试样
4、测定焊接接头是否满足标准所要求的使用性能
5、提出焊接工艺评定报告对拟定的焊接工艺书进行评定
工艺评定常规测试

焊接工艺评定是什么?
为验证所拟订的焊件的焊接工艺的正确性而进行的试验过程及对试验结果的评价。
焊接工艺评定的流程是如何进行?
焊接工艺评定常规流程示例
以某油建工程为例,来看一下实例项目中,焊接工艺评定流程中的关键点是如何进行的?
·预焊接工艺规程编制
在与委托单位签订焊接工艺评定委托书后,对工艺评定方案进行讨论研究,确定工艺评定方案,并根据产品结构、技术条件拟定焊接工艺评定试验方案,并编制预焊接工艺规程,预焊接工艺规程编制完成后,由技术负责人进行审核后执行。
·试验准备
在预焊接工艺规程批准后,进行焊前的准备工作:
1、钢材、焊材的准备;
2、焊接设备及机具的准备;
3、焊接材料的烘干、保温;
4、根据设计文件进行试件坡口的加工、清理试件、组对焊口。
·试件施焊
焊前准备工作完毕,由施焊人员根据预焊接工艺规程进行施焊,同时,技术人员负责对施焊过程进行记录。
焊前预热
试件施焊
·试件检验
试件检验包括外观检验、无损检验、力学性能检验、金相、硬度检验、抗腐蚀试验检验等内容。
·外观检验
试件焊接完以后,进行焊件的外观检验,并填写“焊缝表面质量检查报告”,外检合格,进入下一道工序,若外检不合格,则重新进行焊接过程。
·无损检验
焊件外观检验合格后,由检测人员根据焊接工艺设计方案相关要求进行焊件的无损检测,并编制无损检测报告。无损检测合格,进入下一道工序,若无损检测不合格,则返回分析原因并重新焊接。
·试件加工
无损检测合格后,根据焊接工艺评定相关标准进行试样尺寸画线,同时编制试样制备原始记录,进行试件的加工:
1引言
焊接工艺评定是建筑钢结构焊接生产的一项重要工作,是保证工程焊接质量的有效措施。通过焊接工艺评定来选择佳的焊接材料、焊接方法、焊接工艺参数、焊前预热和焊后热处理等,以保证焊接接头的力学性能符合设计要求。焊接工艺评定的方式是通过焊接试件进行试验来判断该工艺是否合格。以前我国建筑钢结构焊接试件的检验内容和方法一般都按锅炉压力容器焊接工艺评定规程执行,由于各种高层建筑钢结构、大容量锅炉钢架结构、工业炉、窑体炉和工业设备钢结构、各种大跨度场馆建筑中的管-管、管-球空间网架和桁架等钢结构具有所用钢材厚度大、强度高、节点形式复杂、焊接工艺方法多样、技术难度大等,因此,建筑行业新标准JGJ81-2002《建筑钢结构焊接技术规程》对我国焊接工艺评定试件和试样的制备与检验等进行了全面的规定。这些规定参照了国家现行行业标准JB/T6963《钢制件熔化焊工艺评定》、与旧标准JGJ81-1991《建筑钢结构焊接规程》相比发生了很大的变动。并列出了JGJ81-2002《建筑钢结构焊接技术规程》与JGJ81-1991《建筑钢结构焊接规程》有关焊接工艺评定试板的检验方面的主要差异。
2焊接试板的制备
在制备焊接工艺评定试板时,除选择试板厚度符合评定试件厚度对工程厚度的有效适用范围,母材材质、焊接材料、坡口形状和尺寸符合工程设计图要求,试板焊接符合焊接工艺评定书要求外,试板的尺寸还应满足所制备试样的取样位置和数量的要求。焊接工艺评定试板的接头形式分为对接接头、T形接头、十字形接头和栓钉焊接头四种,各种接头形式的焊接试板应按图1~4的样式进行制备。

焊接工艺评定通常由制造厂的焊接负责,大致的过程如下:1.按产品图样规定的产品制造标准,确定焊接工艺评定的标准。比如,按GB150制造的压力容器,焊接工艺评定按JB4708-2005《承压设备焊接工艺评定》。2.按母材的类别、厚度、接头形式、焊接方法、热处理要求等,确定需要做哪些评定。已有评定能覆盖时,就不需要再做了,3.编制焊接工艺书,按标准规定的尺寸制备焊接试样,由合格焊工进行焊接,需要时进行焊后热处理。4.在无损检测合格的部位制取拉伸、弯曲等试样,进行性能试验,合格指标按评定标准的要求,通常应不低于母材。5.评定试验结果,如果不合格,就调整焊接工艺书中的焊接参数,重复3、4步过程。6.如果试验结果合格,就收集所有相关资料,编制焊接工艺评定报告(PQR),按企业程序文件规定的流程签署存档,评定完成。

