产品规格:
产品数量:
包装说明:
关 键 词:焊接工艺评定过程
行 业:咨询
发布时间:2022-04-16
焊接工艺评定标准
GB/T 19869.1 钢、镍及镍合金的焊接工艺评定试验
NB/T 47014 承压设备焊接工艺评定
ISO 15614-1 金属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第1部分:钢的电弧焊和气焊与镍及镍合金的电弧焊
ISO 15614-2 金属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第2部分:铝和铝合金的弧焊
ISO 9606-1 焊工资质考试-熔焊 第1部分:钢
ISO 9606-2 焊工资质考试-熔焊 第2部分:铝
ISO 15614-12 属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第12部分:点焊、缝焊和凸焊
AWS D1.1 钢结构焊接规范
AWS D1.6 不锈钢结构焊接规范
ASME Ⅸ 焊接规范
焊接工艺评定通常由制造厂的焊接负责,大致的过程如下:1.按产品图样规定的产品制造标准,确定焊接工艺评定的标准。比如,按GB150制造的压力容器,焊接工艺评定按JB4708-2005《承压设备焊接工艺评定》。2.按母材的类别、厚度、接头形式、焊接方法、热处理要求等,确定需要做哪些评定。已有评定能覆盖时,就不需要再做了,3.编制焊接工艺书,按标准规定的尺寸制备焊接试样,由合格焊工进行焊接,需要时进行焊后热处理。4.在无损检测合格的部位制取拉伸、弯曲等试样,进行性能试验,合格指标按评定标准的要求,通常应不低于母材。5.评定试验结果,如果不合格,就调整焊接工艺书中的焊接参数,重复3、4步过程。6.如果试验结果合格,就收集所有相关资料,编制焊接工艺评定报告(PQR),按企业程序文件规定的流程签署存档,评定完成。
焊接工艺评定,焊工考试
焊接工艺评定(Welding Procedure Qualification,简称WPQ) 为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
焊工考试(Welder qualification test,简称WQT)为验证焊工的焊接技能而进行的试验过程及结果评价。
焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺书或焊接工艺卡提供可靠的依据。
焊接工艺评定过程:
1、拟定预备焊接工艺书 (preliminary Welding Procedure Specification,简称pWPS)
2、施焊试件和制取试样
3、检验试件和试样
4、测定焊接接头是否满足标准所要求的使用性能
5、提出焊接工艺评定报告对拟定的焊接工艺书进行评定,形成WPS
焊接工艺评定过程中需进行的测试项目包括:
1、焊缝外观检测 焊缝外观检测内容包括焊缝尺寸,咬边,余高,下榻等。
2、焊缝RT检测 焊缝RT主要针对对接试板,用来检测焊缝内部缺陷。如气孔、夹渣,未熔合等。
3、焊缝PT检测 用于检测焊缝表面裂纹等表面缺陷
4、拉伸测试 用于检测焊缝及热影响区抗拉强度是否高于母材低抗拉强度
5、弯曲测试 用于检测焊缝及热影响区抗变形能力是否符合标准要求
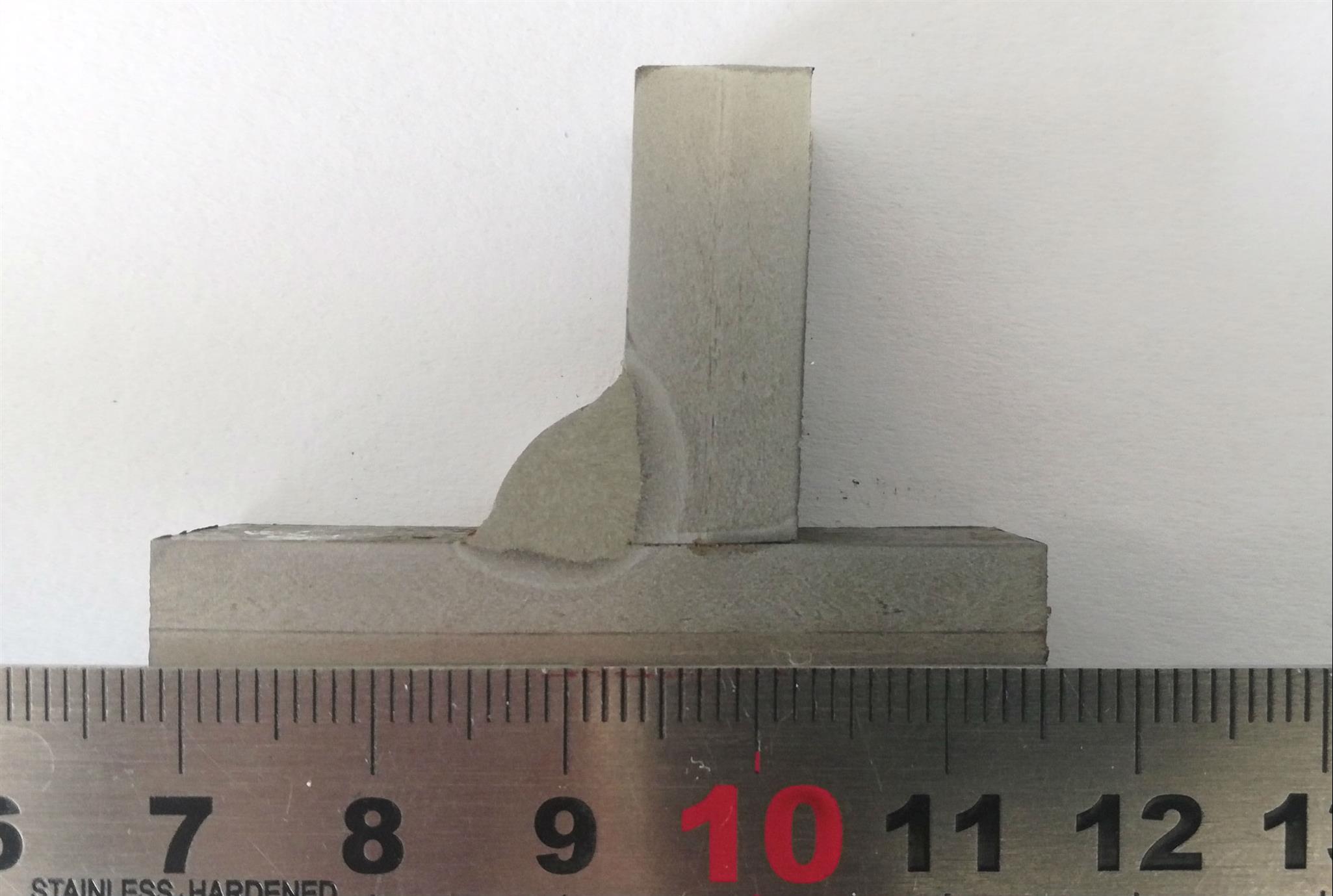
6、宏微观测试 用于检测焊缝内部缺陷是否符合标准要求
7、硬度测试 主要用于碳钢产品检测,确认焊缝及热影响区硬度是否符合标准要求
8、冲击测试 用于检测焊缝及热影响区常温及低温冲击韧性
焊接工艺评定标准
GB/T 19869.1 钢、镍及镍合金的焊接工艺评定试验
NB/T 47014 承压设备焊接工艺评定
ISO 15614-1 金属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第1部分:钢的电弧焊和气焊与镍及镍合金的电弧焊
ISO 15614-2 金属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第2部分:铝和铝合金的弧焊
ISO 9606-1 焊工资质考试-熔焊 第1部分:钢
ISO 9606-2 焊工资质考试-熔焊 第2部分:铝
ISO 15614-12 属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第12部分:点焊、缝焊和凸焊
AWS D1.1 钢结构焊接规范
AWS D1.6 不锈钢结构焊接规范
ASME Ⅸ 焊接规范
焊接工艺评定的一般顺序是:首先纺制焊接工艺书;然后焊接试件;其次进行理化试验;后编制焊接工艺评定报告。如果理化试验不合格则还要返回到起始点进行改进。其过程如下:
一、编制焊接工艺书
焊接工艺书是焊接工艺评定的原始依据和评定对象,应将待评定的焊接工艺内容全部反映出来。
包括:焊接接头自然情况,母材种类、焊接方法、焊接材料、焊接电流、焊接电压、焊接速度、预热温度等。
焊接工艺书通常采用标准中推荐的格式,也可以自己设计格式。
二、施焊条件
按照标准规定准备试件;
由本单位技能熟练的焊接人员使用本单位的焊接设备焊接试件;
采用的焊接工艺条件应严格遵守焊接工艺书;
三、理化实验
按照有关标准确定试验项目;
按照有关标准制备各种性能试样;
按照有关标准进行各种性能试验;
填写各个试验项目的试验报告。
四、编制焊接工艺评定报告
焊接工艺评定报告是对焊接工艺评定试验的全面总结,因此应对各项试验的试验结果进行汇总,同时给出后的结论。
焊接工艺评定报告的作用:作为制定焊接工艺规程的依据,具有作用。
具有相应资质的单位都可以进行焊接工艺评定;
焊接工艺评定[定义]为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
1.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;
2.验证施焊单位所拟订的焊接工艺书是否正确。
3.为制定正式的焊接工艺书或焊接工艺卡提供可靠的技术依据。
意义
焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺书或焊接工艺卡提供可靠的依据。
焊材分类
我国的标准只规定了同类焊条碱性焊条可以借用酸性焊条的评定,但强度等级不同则要评定。而ASME和API1104等国外标准却对焊材进行了分类,将强度等级及焊接特征类似的焊材划为一类,同类组中焊材在限定的评定范围内可替换。国内标准与国外标准在此相比,明显落后,主要原因是国产焊材的标准化和规范化的程度较低,此项工作做起来有一定难度。
焊接工艺评定的通用性
我国标准将焊接工艺评定严格限制在企业同一质量体系内使用。一种材料无论可焊性再好,无论企业的焊接生产的技术能力再强,无论这种焊接工艺在同行业中多么成熟,只要你是次用,就必须进行评定。这显然不合理,很多业内人士都意识到了这个问题。