产品规格:
产品数量:
包装说明:
关 键 词:焊接工艺评定报告内容
行 业:咨询
发布时间:2022-04-15
焊接工艺评定报告(Welding Procedure Qualification Record,简称PQR) 为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
摘要:焊接工艺评定是指为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。焊接工艺评定是在产品正式焊接以前,对初步拟定的焊接工艺细则卡或其他规程中的焊接工艺进行的验证性试验。即按准备采用的焊接工艺,在接近实际生产条件下,制成材料、工艺参数等均与产品相同的模拟焊接试板,并按产品的技术条件对试板进行检验。若全部有关指标符合技术要求,则初步拟定的焊接工艺是可行的,此时即可根据焊接工艺评定报告编制正式的焊接工艺细则卡,用以实际产品的焊接。若检验项目指标中有一项不合格,则表明该焊接工艺不能用于生产,需作相应修改或重新拟定后,再作焊接工艺评定试验,直至全部指标合格。
1、焊接工艺评定介绍
焊接工艺评定是为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。是指为使焊接接头的力学性能、弯曲性能或堆焊层的化学成分符合规定,对预焊接工艺规程进行验证性试验和结果评价的过程。
焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺书或焊接工艺卡提供可靠的依据。
公司焊接工艺评定中心根据客户的要求,可进行多种标准的焊接工艺评定,包括国内相关标准和欧洲标准ISO标准、AWS标准、ASME标准和其它客户要求的相应国家和组织标准。
2.焊接工艺评定目的:
a.评定施焊单位是否有能力焊出符合相关国家或行业标准、技术规范所要求的焊接接头;
b.验证施焊单位所拟订的焊接工艺书是否正确。
c.为制定正式的焊接工艺书或焊接工艺卡提供可靠的技术依据。
3.焊接工艺评定过程
a、拟定预备焊接工艺书(pWPS)
b、施焊试件和制取试样
c、检验试件和试样
d、测定焊接接头是否满足标准所要求的使用性能
e、提出焊接工艺评定报告对拟定的焊接工艺书进行评定
4、焊接工艺评定标准
A、国内部分:
NB/T47014-2011《承压设备焊接工艺评定》
JGJ81-2002《建筑钢结构焊接技术规程》
GB/T19869.1-2005《钢、镍及镍合金的焊接工艺评定试验》
JB/T6963-93《钢制件熔化焊工艺评定》
B、欧洲标准:
ISO15614-1金属材料焊接工艺规程及评定--焊接工艺,部分钢的弧焊和气焊、镍及镍合金的弧焊
ISO15614-2金属材料焊接工艺规程及评定--焊接工艺评定试验,第二部分:铝及铝合金的弧焊
焊接工艺评定是什么?
为验证所拟订的焊件的焊接工艺的正确性而进行的试验过程及对试验结果的评价。
焊接工艺评定的流程是如何进行?
焊接工艺评定常规流程示例
以某油建工程为例,来看一下实例项目中,焊接工艺评定流程中的关键点是如何进行的?
·预焊接工艺规程编制
在与委托单位签订焊接工艺评定委托书后,对工艺评定方案进行讨论研究,确定工艺评定方案,并根据产品结构、技术条件拟定焊接工艺评定试验方案,并编制预焊接工艺规程,预焊接工艺规程编制完成后,由技术负责人进行审核后执行。
·试验准备
在预焊接工艺规程批准后,进行焊前的准备工作:
1、钢材、焊材的准备;
2、焊接设备及机具的准备;
3、焊接材料的烘干、保温;
4、根据设计文件进行试件坡口的加工、清理试件、组对焊口。
·试件施焊
焊前准备工作完毕,由施焊人员根据预焊接工艺规程进行施焊,同时,技术人员负责对施焊过程进行记录。
焊前预热
试件施焊
·试件检验
试件检验包括外观检验、无损检验、力学性能检验、金相、硬度检验、抗腐蚀试验检验等内容。
·外观检验
试件焊接完以后,进行焊件的外观检验,并填写“焊缝表面质量检查报告”,外检合格,进入下一道工序,若外检不合格,则重新进行焊接过程。
·无损检验
焊件外观检验合格后,由检测人员根据焊接工艺设计方案相关要求进行焊件的无损检测,并编制无损检测报告。无损检测合格,进入下一道工序,若无损检测不合格,则返回分析原因并重新焊接。
·试件加工
无损检测合格后,根据焊接工艺评定相关标准进行试样尺寸画线,同时编制试样制备原始记录,进行试件的加工:
焊接工艺评定,焊工考试
焊接工艺评定(Welding Procedure Qualification,简称WPQ) 为验证所拟定的焊件焊接工艺的正确性而进行的试验过程及结果评价。
焊工考试(Welder qualification test,简称WQT)为验证焊工的焊接技能而进行的试验过程及结果评价。
焊接工艺是保证焊接质量的重要措施,它能确认为各种焊接接头编制的焊接工艺书的正确性和合理性。通过焊接工艺评定,检验按拟订的焊接工艺书焊制的焊接接头的使用性能是否符合设计要求,并为正式制定焊接工艺书或焊接工艺卡提供可靠的依据。
焊接工艺评定过程:
1、拟定预备焊接工艺书 (preliminary Welding Procedure Specification,简称pWPS)
2、施焊试件和制取试样
3、检验试件和试样
4、测定焊接接头是否满足标准所要求的使用性能
5、提出焊接工艺评定报告对拟定的焊接工艺书进行评定,形成WPS
焊接工艺评定过程中需进行的测试项目包括:
1、焊缝外观检测 焊缝外观检测内容包括焊缝尺寸,咬边,余高,下榻等。
2、焊缝RT检测 焊缝RT主要针对对接试板,用来检测焊缝内部缺陷。如气孔、夹渣,未熔合等。
3、焊缝PT检测 用于检测焊缝表面裂纹等表面缺陷
4、拉伸测试 用于检测焊缝及热影响区抗拉强度是否高于母材低抗拉强度
5、弯曲测试 用于检测焊缝及热影响区抗变形能力是否符合标准要求
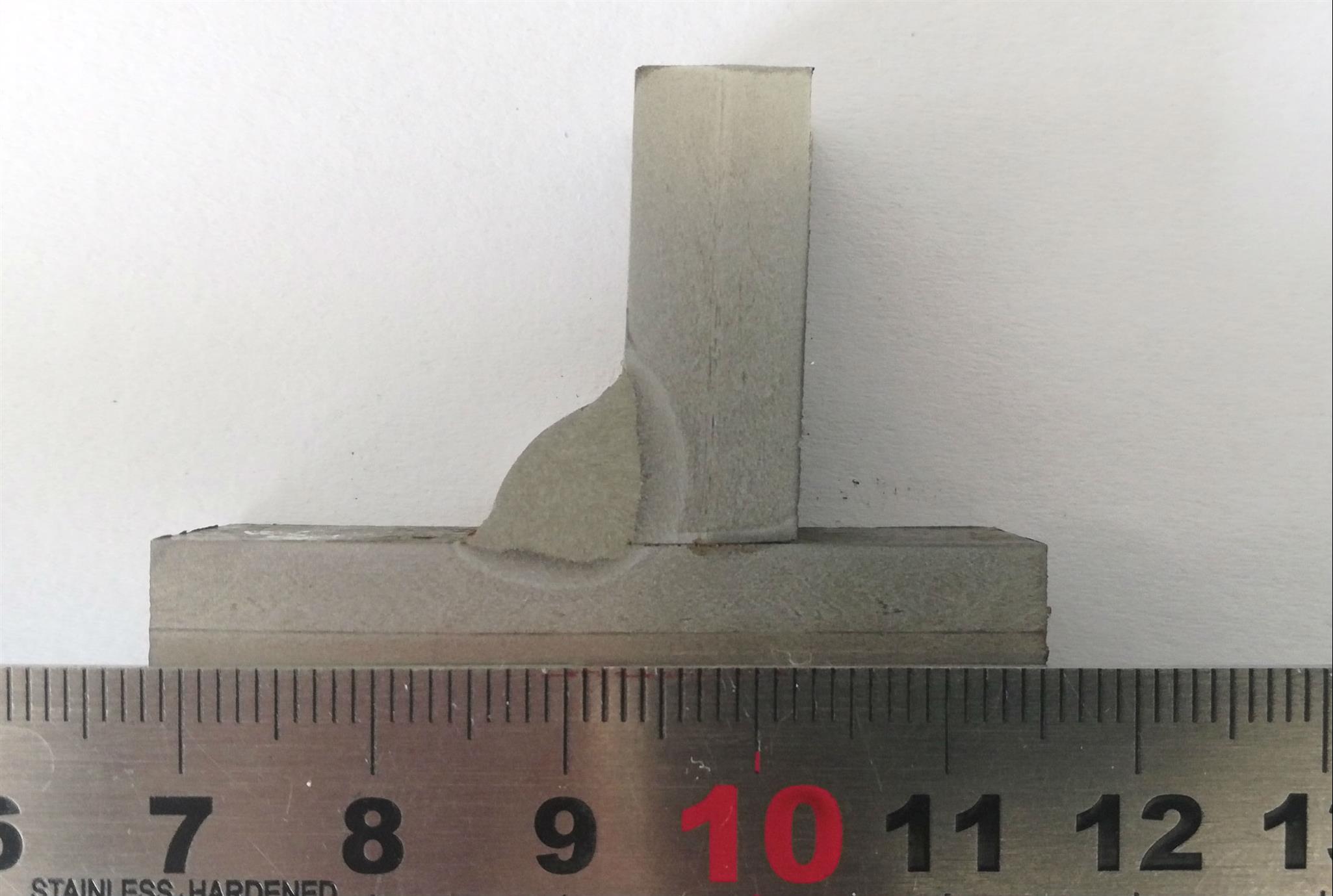
6、宏微观测试 用于检测焊缝内部缺陷是否符合标准要求
7、硬度测试 主要用于碳钢产品检测,确认焊缝及热影响区硬度是否符合标准要求
8、冲击测试 用于检测焊缝及热影响区常温及低温冲击韧性
焊接工艺评定标准
GB/T 19869.1 钢、镍及镍合金的焊接工艺评定试验
NB/T 47014 承压设备焊接工艺评定
ISO 15614-1 金属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第1部分:钢的电弧焊和气焊与镍及镍合金的电弧焊
ISO 15614-2 金属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第2部分:铝和铝合金的弧焊
ISO 9606-1 焊工资质考试-熔焊 第1部分:钢
ISO 9606-2 焊工资质考试-熔焊 第2部分:铝
ISO 15614-12 属材料焊接工艺规程和评定金属材料焊接工艺规程和评定–焊接工艺试验 第12部分:点焊、缝焊和凸焊
AWS D1.1 钢结构焊接规范
AWS D1.6 不锈钢结构焊接规范
ASME Ⅸ 焊接规范