天津市坤明焊材科技有限公司公司主要经营生产焊条、焊丝、焊粉、助焊剂等多种产品,主要产品有:银焊材、钴基焊材、铸铁焊材、镍基焊材、堆焊焊材碳化钨焊材及双相不锈钢焊材等,并代理各种进口焊接材料。焊接材料质量优良,信誉**,被国内外用户广泛应用于石油化工、钢铁冶金、机械制造、铁路桥梁、油气管道、车辆船舶、锅炉容器电利、航空航天、矿山建筑等众多领域。
行业范围
1、制冷行业铝管的套接,空调铜与镀锌管,不锈钢管,铝管的异种焊接。
2、变电行业的铝端子,铝引线,铝导电排的焊接。
3、电子电器工业的散热器管,电机,母线的焊接。
4、另用于生产生活中水龙头、耦合连接器、配套的螺母等等。
铝铝焊丝又称铝铝药芯焊丝,因此种焊丝可以把铝材和铝材焊接起来而得名。它不同于普通铝焊丝要用氩弧焊机焊接,也不同于铝硅焊丝4047需要配合钎剂才能焊接,而只需通过火焰或感应直接可以钎焊焊接(因为自带钎剂,所以不需要另加钎剂)。
此焊丝焊接出来的工件的抗拉抗剪强度(接头牢固性不低于基材)、导电性能、耐腐蚀性能都较好,而且质量稳定,此焊丝的钎剂成分和性能见嵩峰机电。
与使用氩弧焊机用铝焊丝焊接相比,用铝铝焊丝工人操作简单、焊接设备简单、焊接不会使基材的结构发生变化

铝焊丝特性介绍及使用存放说明
1、4043(铝焊条/铝焊丝)特性如下:主要元素合金有:硅。不可以热处理,熔化温度为:574℃~632℃,抗腐蚀能力:B(Gen)A(Sc c ),导电率:42%IACS(-O),密度:2.67克/㎝3,阳极化处理后为灰色。4043铝焊条是目前用途广的焊接材料之一,广泛用于MIG焊及TIG焊。加入硅的作用是增加焊料的流动性,以便于焊接操作。
2、4047(铝焊条/铝焊丝)特性如下:主要元素合金有:硅。不可以热处理,熔化温度为:577℃~582℃,抗腐蚀能力:B(Gen)A(Sc c ),导电率:41%IACS(-O),密度:2.66克/㎝3,阳极化处理后为灰黑色。4047铝焊条是主要被用于铝合金材料的钎焊。
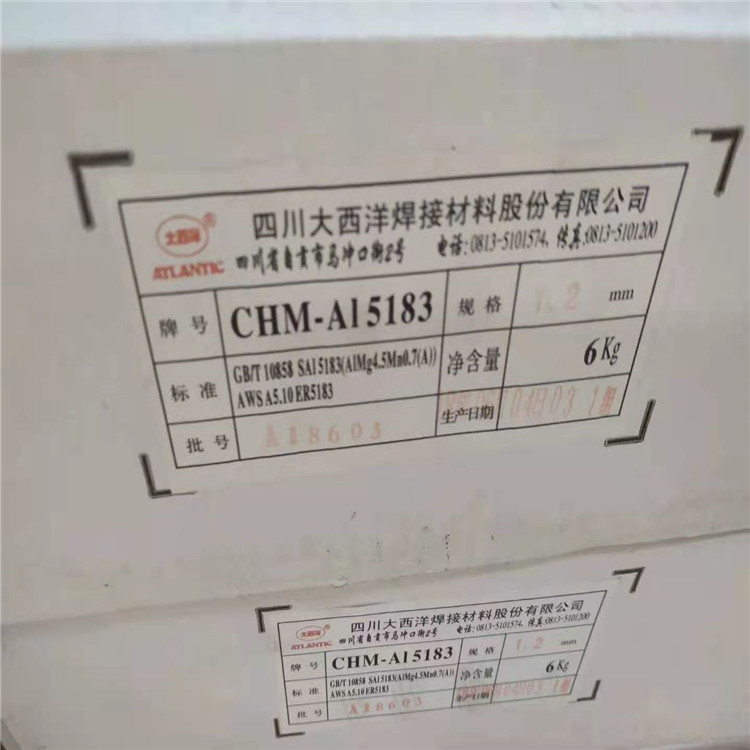
3、5183(铝焊条/铝焊丝)特性如下:主要元素合金有:镁、锰、铬。不可以热处理,熔化温度为:579℃~638℃,抗腐蚀能力:A(Gen)A(Sc c ),,密度:2.66克/㎝3,阳极化处理后为白色。5183铝焊条于1957年被发明,用于5083及类似的高强度的铝合金材料的焊接,它的焊接强度要**5356.
焊接铝焊条熔点:
(1)580~620℃的低温铝焊丝。代表焊丝:ER4047,ER4043。
纯铝的熔点:660.37℃,因为焊接铝件时主要是靠母材的热传导,并且稍以火焰熔融焊丝成型。而铝及铝合金从常温加热到溶化状态时,没有颜色变化,焊接时母材温度很难断定。
目前低温铝焊丝的温度界定主要以三个温度区间为主。
(1)580~620℃的低温铝焊丝。代表焊丝:ER4047,ER4043。
(2)380~450℃的低温铝焊丝。代表焊丝:Q303,WE-Q303B,WE53 等。
(3)179℃的低温铝焊丝。代表焊丝:M51 ,M51-F。
焊接方法:
(1)清理:清理被焊件以机械清理为好,目的是去除表面氧化膜。
(2)加热:以厚件重点加热,加热的时候可以离焊接处稍微远一些距离,而不用去直接烧焊口处。
(3)下料:达到400℃温度,下焊丝。角度尽量垂直点焊接处,点的瞬间用火焰的末端稍微燎一下焊丝的熔融成型,燎焊丝,而不要刻意地去烧焊丝。