首页 > 供应商机 > X轴钣金防护罩 1170三硬轨加工中心 龙门数控铣床
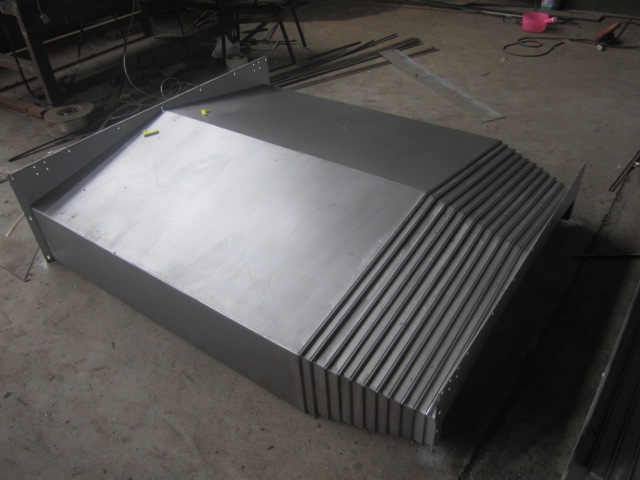
X轴钣金防护罩 1170三硬轨加工中心 龙门数控铣床
价格:0.00起
沧州欧创数控机床附件制造有限公司
联系人:孙一潇
电话:19103174511
地址:河北省沧州盐山县盐山镇经济开发区28号
产品规格:
产品数量:
包装说明:
关 键 词:1170三硬轨加工中心
行 业:机械 机床配附件及维修 机床护罩
发布时间:2022-02-16
沧州欧创机床附件的经营理念“实实在在的商品、实实在在的价格、实实在在的服务。”在经营过程中,严把商品出货关,保证商品质量;控制进货成本,提高商品附加值;提倡“需要理解的总是顾客,需要改进的总是自己”的观念,让用户用着放心,看着舒心,在我们公司拿货,风险等于零。
目前钢板防护罩所采用的原材料多种多样,材质大体分为三种:
种,冷板。
*二种,不锈铁。
*三种,不锈钢
钢板、不锈钢板机床导轨防护罩
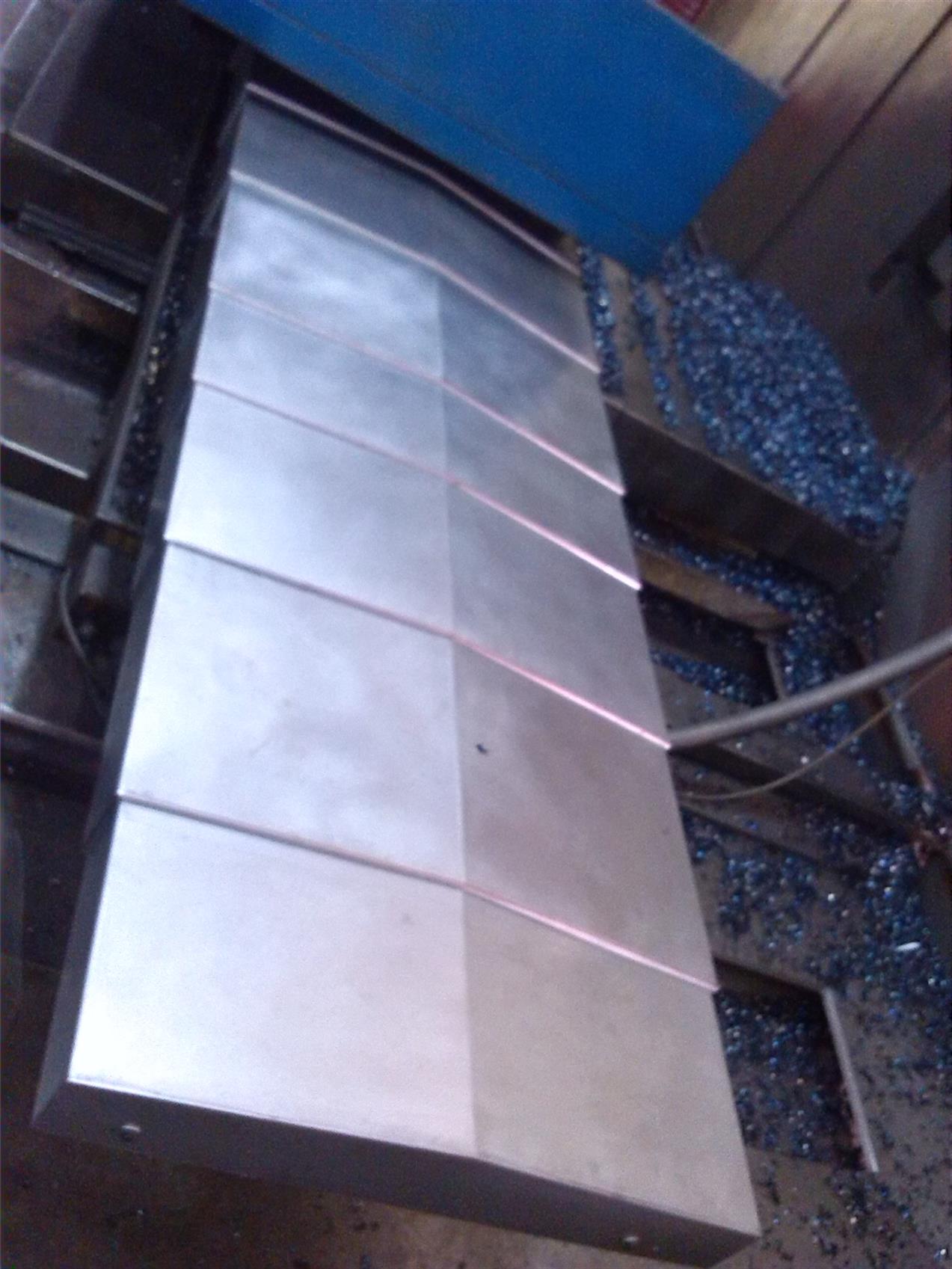
钢制伸缩式导轨防护罩是机床的传统防护形式。在这一领域里钢制伸缩式导轨防护罩被广泛的应用,对防止切屑及其它尖锐东西的进入起着有效的防护作用,通过一定的结构措施及合适的刮屑板也可有效的降低冷却液的渗入。
技术数据
钢制伸缩式导轨防护罩为高品质的2-3mm厚钢板冷压成形而成,根据要求也可以为不锈钢的。的表面磨光会使其另外升值。我们可以为所有的机床种类提供相应的导轨防护类型(水平、垂直、倾斜、横向)。
根据运行速度及导轨的不同我们所研制的防护罩结构也不同。运行速度10m/min之下的我们装有聚安脂或黄铜滑块。中等速度30m/min之下的我们装有滚轴。另外驱动板、刮屑板及吸屑板之间还需要用缓冲系统。滑块缓冲系统的目的是减少碰撞、噪音及摩擦。

钢板防护罩折弯技术
钢板式防护罩折弯技术:当孔为方孔和平行于弯曲方向的长圆孔时,长圆孔距折弯边小距离 3.2折弯加工工艺 3.2.1说明:厂内所拥有的折床以及折弯模具可达到的折弯加工尺寸范围:大可折出500mm折边(如是盒形,另两边不可大于150mm,如大于150,则需要在设计时进行结构拆分),小可折出5mm折边(T0.4~1.0mm)。钢板式防护罩在设计的时候要注意所绘的尺寸必须在以下图表的尺寸范围内,否则会造成折弯交涉,导致加工变形或难以加工。 钢板式防护罩在过去几年中,防护罩加工业在机床和模具方面出现了多项技术进步,如今机床可以冲压、切割和弯曲而且速度和精度**出了人们的预想。钢板式防护罩然而,无论新技术多么,钣金加工厂的折弯车间或工段都会遭遇一些瓶颈问题,甚至连的工厂也不能幸免。这些问题虽不能归咎于某一个原因,金属加工厂却可以进行多方面的改进,这些改进有助于缩短冗长的准备时间、提率和增强综合生产能力。钢板式防护罩加工厂现在面对一个难题:大部分加工任务批量小、公差紧, 每个班次进行15次工装调整是司空见惯的,而在许多工厂远不止这个数目。擅长于复杂折弯机加工准备的技师越来越紧俏,因此工厂大多依赖于操作工人自己完成折弯机的准备和操作。

沧州欧创数控机床附件制造有限公司主要产品有柔性风琴式防尘罩 风琴式防护罩 风琴式防尘罩 风琴式 保护罩 风琴保护罩 油缸保护罩 气缸保护罩 丝杠保护罩 丝杆保护罩 圆形保护罩 圆筒式保护罩 耐高温保护罩、钢板、不锈钢板机床导轨防护罩,不锈钢片盔甲防护罩,橡胶防护罩、耐油防护罩、柔性风琴式导轨防护罩。多用型护罩、焊接护罩、盔甲式机床立护罩、整体伸缩式风琴护罩、螺旋钢带保护套、钢材制作的伸缩式护罩。机床防护罩、丝杠防护罩,油缸防尘罩、丝杆防尘罩、钢板防护罩、丝杠防护罩、风琴式防护罩,风琴防护罩、气缸防护罩,导管防护套,螺旋钢带保护套、塑料拖链、钢铝拖链的大型企业柔性风琴式防尘罩防尘、防水、防油、防乳剂和化学药品。防铁屑、耐拉伸、撞击不变形、使用寿命长。目前公司还生产精密机械防尘罩、机床导轨防护罩、钢板防护罩、钢铝拖链、工程塑料拖链、矩形软管、软管接头、工作灯、冷却管、机床把手、手柄、手轮、链钣式、刮钣式除屑输送机、铝型防护卷帘、蛐纹弹簧吸尘管、可调塑料冷却管、导轨刮屑板、减震垫铁、调整垫铁、T型撞块槽板系列,电器配管,电缆防水接头等。为全国60余家大型机械企业设备配套。在每一个产品的背后又有上百种型号供您选择!
根据运行速度及导轨的不同我们所研制的防护罩结构也不同。运行速度10m/min之下的我们装有聚安脂或黄铜滑块。中等速度30m/min之下的我们装有滚轴。另外驱动板、刮屑板及吸屑板之间还需要用缓冲系统。滑块缓冲系统的目的是减少碰撞、噪音及摩擦。 钢制伸缩式导轨防护罩为高品质的2-3厚钢板冷压成形而成,根据要求也可以为不锈钢的。的表面磨光会使其另外升值。 机床导轨防护罩的主要优势有:
1、低速运动的平稳性:低速运动时,作为运动部件的动导轨易产生爬行,进给运动的爬行,将提高被加工表面的外表粗糙度值,故要求导轨低速运动平稳,不产生爬行,这对于高精度机床尤其重要。可以提高导轨低速运动时的稳定性,从而提高机床加工精度。2、导向精度高:导向精度主要是轨沿支承导轨运动的直线度或圆度。影响导向精度的主要因素有:导轨的几何精度、导轨的接触精度、导轨的结构形式、数控机床动导轨及支承导轨的刚度和热变形、装配质量以及动压导轨和静压导轨之间油膜的刚度。3、工艺性好:设计导轨时,要注意到制造、调整和维修方便;力求结构简单、工艺性好及经济性好。导轨是进给系统的重要环节,机床的基本结构要素,导轨的作用是导向和支承。数控机床机床的加工精度和寿命在很大水平上取决于机床导轨的质量。与普通机床导轨相比,数控机床导轨有更高的要求:如高速进给时不振动、摇臂钻床低速进给时不爬行、具有高的灵敏度、能在重载下临时连续地工作、耐磨性高、精度坚持性好等。4、足够的刚度:要有足够的刚度,保证在载荷作用下不产生过大的变形,从而保证各部件间的相对位置和导向精度。5、耐磨性好及寿命长:导轨的耐磨性决定了导轨的精度坚持性。动导轨沿支承导轨面临时运行会引起导轨的不均匀磨损,摇臂钻床破坏导轨的导向精度,从而影响机床的加工精度。