山东省济宁市恒兴金属结构有限公司
联系人:杨经理
电话:13963745396
地址:山东省济宁高新区王因镇
山东省济宁市恒兴金属结构有限公司本着“客户至上,诚信至上”的原则,秉持“管理创造价值、服务提升优势、品质至上、服务至优"的发展理念,欢迎新老客户参观与咨询。
钢网架杆件工艺结构拼接介绍:
1、用高强度螺栓组装的钢必须符合设计规范和相应的技术标准。根据国家标准“钢结构用高强度大六角螺栓”,钢格栅结构用高强度螺栓的额定值必须为8.8S或10.9S,并应按相应的等级要求进行检验。检查高强度螺栓出厂证书,检查测试报告,并检查重新检查报告。在组装之前,应对每个高强度螺栓进行表面硬度测试。严禁裂缝和损坏;
2、钢框架总成钢的钢种,规格和质量必须符合设计规范和相应的技术标准。钢管杆与密封板和锥头之间的连接必须符合设计要求。焊接质量标准必须符合现行国家标准“钢结构工程施工及验收规范”中的二级质量标准。应检查钢管和密封板或锥体的焊缝的强度,其承载能力应符合设计要求;
3、焊球材料类型和组装规格要求必须符合设计要求和相关标准。焊接电极,焊剂,焊丝,保护气体等的焊接应符合相应的技术要求和规定。焊球应有出厂和滚珠承载力试验报告;
4、当焊接杆时,会对嵌入的高强度螺栓造成损坏,例如火花和飞溅。因此,在组装和焊接钢棒之前,应保护嵌入的高强度螺栓免受电点火。电弧防止飞溅物溅入螺纹中,因此在埋入之后通常由包装保护;
5、在焊接球网框架的结构中,也可以采用地面地面的组装形式进行高空封闭。组装形式可以分为条形中间咒语,块状中咒和固体单元蛋糕;
6、焊接工艺和焊接顺序应在焊接球栅组装之前准备好。焊接工艺包括电流,电压,移动带钢方法,焊接层数和焊道数量,焊缝斜角,间隙等,这是确保焊接质量的关键:焊接顺序是指焊接之间的焊接。装配点控制组件的变形量。

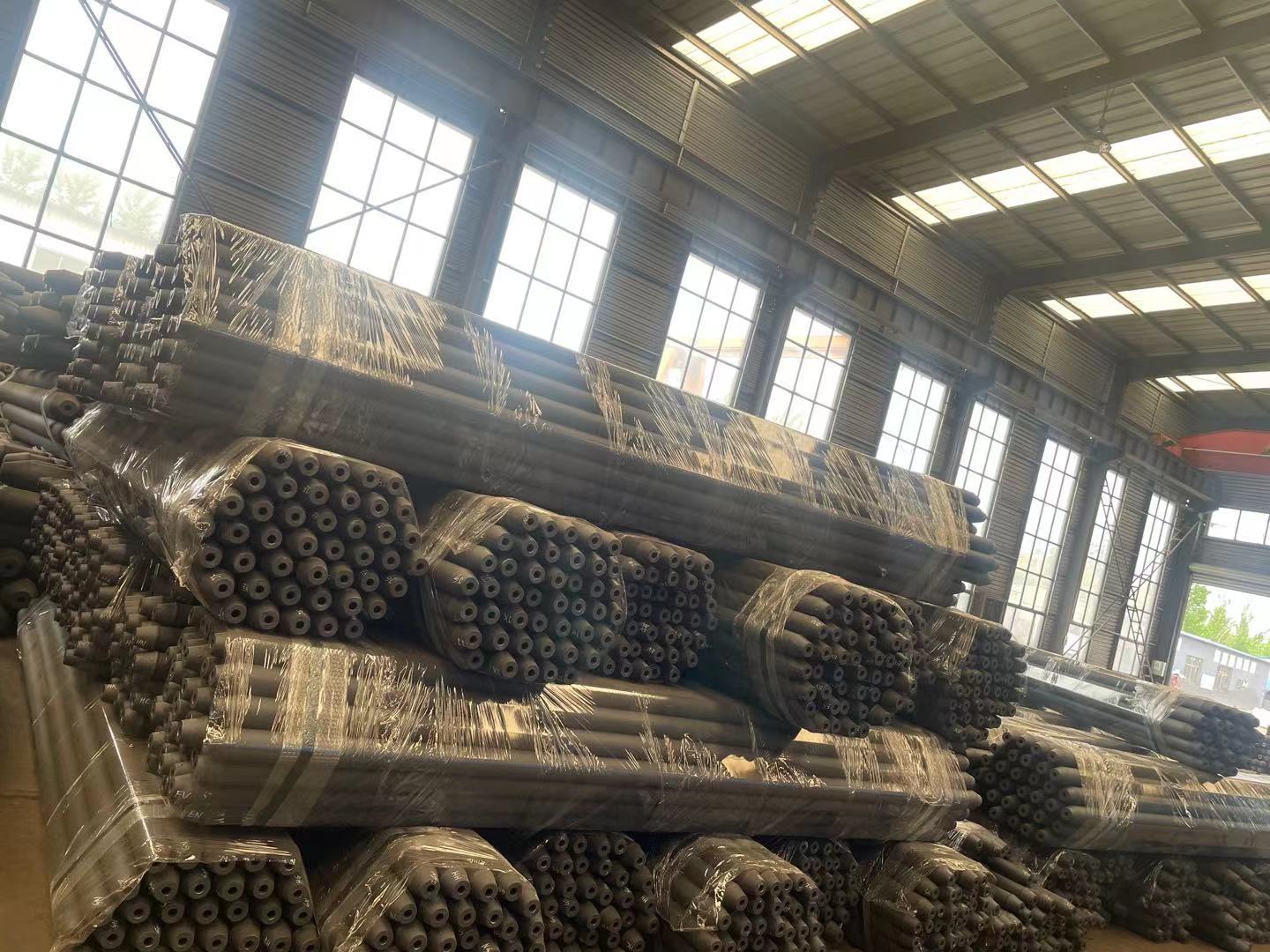
网架杆件加工:
1、杆件采用G4025液压带据下料,确保杆件两端平度控制在0.5%d内,采用定位档块已做了工装,保证每件下料长度一致;
2、处理好焊后收缩量,在下料前将经验数据告诉给下料工人,严禁按收缩量放下料长度;
3、杆件点焊采用工装进行,确保长度±1mm,垂直度0.5%r,点焊牢靠,点焊前高强螺栓要按规定安装在钢管内;
4、杆件组焊:
1)电焊工必须是经过严格培训后有合格证的焊工才能上岗。
2)焊接采用转动平焊方法,一切接焊接工艺规范进行,焊缝符合GBJ- 205二级质量标准,每种构件抽测5%,且不小于5件,做超声波检验;
钢管杆件与锥头的焊缝应进行抗拉强度检验,其承载能力检验点系数应符合规范规定取受力很不利的杆件,以同规格杆件300根为一批,每批取3根为一组随机抽查,不足300根仍按一批计。

网架结构是以多根杆件按照一定规律组合而成的网格状高次**静定结构。网架结构的蓬勃发展是由于其具有一系列优点。首先是网架能起空间作用,由于所有杆件都能参与工作而具有良好的受力性能,其刚度和整体性优于一般平面结构,能有效承受各种非对称荷载、集中荷载和动荷载。网架中所有杆件的整体受力在地震作用下也显示了它优异的抗震特性。其次,网架结构制作安装比较方便。杆件与节点都可以在工厂生产,使现场工作量降至很低,同时也不需要复杂的技术,这就便于网架进行定型化工业化的施工,加之,中国在网架施工中还创造了一些简便有效的安装方法,并有化施工队伍进行安装。
网架是有多根杆件按照一定的网格形式通过节点连结而成的空间结构。网架杆件具有有空间受力、重量轻、刚度大、抗震性能好等优点;可用作体育馆、 影剧院、展览厅、候车厅、体育场看台雨篷、飞机库、双向大柱网架结构距车间等建筑的屋盖。缺点是汇交于节点上的杆件数量较多,制作安装较平面结构复杂。
山东省济宁市恒兴金属结构有限公司秉承“为合作伙伴创造价值”的理念,并以“诚实、宽容、创新、服务”为企业精神,为企业创造价值。


