首页 > 供应商机 > 光栅传感器激光焊接 电子元器件密封焊
光栅传感器激光焊接 电子元器件密封焊
价格:0.00起
北京华诺恒宇光能科技有限公司
联系人:张经理
电话:18920259803
地址:北京市北京南三环西路88号春岚大厦1号楼
产品规格:
产品数量:
包装说明:
关 键 词:光栅传感器激光焊接
行 业:机床 机床加工合作 激光加工
发布时间:2022-02-07
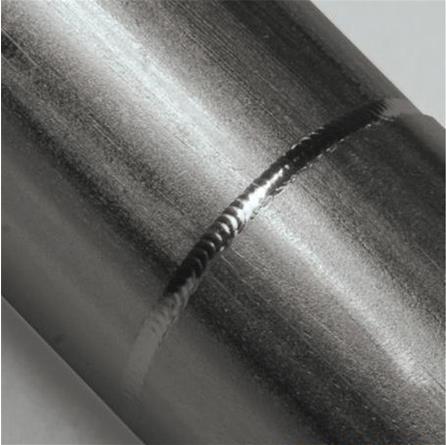
华诺激光,采用的激光焊接设备,对外承接激光焊接加工:激光精密焊接,不锈钢激光精密焊接、传感器激光密封焊接服务,精密五金件无缝焊接等各种适用激光焊接的产品与行业领域。
本公司运用激光焊接这一**工艺,为您的传感器产品精密封装焊接。激光焊接适用于水壶、真空杯、不锈钢碗、传感器、钨丝、大功率二极管(三极管)、铝合金、笔记本电脑外壳、手机电池、门把手、模具、电器配件、滤清器、油嘴、不锈钢制品、高尔夫球头、锌合金工艺品等焊接。
可焊接路径有:点、直线、圆、方形或由AUTOCAD软件绘制的任意平面图形。
激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接较为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达2500 0C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。

华诺激光焊接加工中心。本中心拥有一支实力雄厚的科技人员队伍,主要成员从事激光加工达10年之久。可以提供激光焊接加工。激光焊接加工是本公司的强项。焊接加工的产品门类齐全,品种规格繁多,在电子、光学、仪器仪表、机械加工领域赢得了众多用户的信赖。
激光焊接是利用高能量密度的激光束作为热源的一种精密焊接方法。激光焊接是激光材料加工技术应用的重要方面。20世纪70年代主要用于焊接薄壁材料和低速焊接,焊接过程属热传导型,即激光辐射加热工件表面,表面热量通过热传导向内部扩散,通过控制激光脉冲的宽度、能量、峰值功率和重复频率等参数,使工件熔化,形成特定的熔池。由于其特的优点,已成功应用于微、小型零件的精密焊接中。

传感器密封焊接采用的方法有:电阻焊、氩弧焊、电子束焊、等离子焊等。
1. 电阻焊:它用来焊接薄金属件,在两个电极间夹紧被焊工件通过大的电流熔化电极接触的表面,即通过工件电阻发热来实施焊接。工件易变形,电阻焊通过接头两边焊合,而激光焊只从单边进行,电阻焊所用电极需经常维护以清除氧化物和从工件粘连着的金属,激光焊接薄金属搭接接头时并不接触工件,再者,光束还可进入常规焊难以焊及的区域,焊接速度快。
2. 氩弧焊:使用非消耗电极与保护气体,常用来焊接薄工件,但焊接速度较慢,且热输入比激光焊大很多,易产生变形。
3. 等离子弧焊:与氩弧类似,但其焊炬会产生压缩电弧,以提高弧温和能量密度,它比氩弧焊速度快、熔深大,但逊于激光焊。
4.电子束焊:它靠一束加速高能密度电子流撞击工件,在工件表面很小密积内产生巨大的热,形成"小孔"效应,从而实施深熔焊接。电子束焊的主要缺点是需要高真空环境以防止电子散射,设备复杂,焊件尺寸和形状受到真空室的限制,对焊件装配质量要求严格,非真空电子束焊也可实施,但由于电子散射而聚焦不好影响效果。电子束焊还有磁偏移和X射线问题,由于电子带电,会受磁场偏转影响,故要求电子束焊工件焊前去磁处理。X射线在高压下特别强,需对操作人员实施保护。激光焊则不需 真空室和对工件焊前进行去磁处理,它可在大气中进行,也没有防X射线问题,所以可在生产线内联机操作,也可焊接磁性材料。
华诺激光,不仅有激光焊接加工,还有激光精密切割、打孔加工事业部,为您提供一站式的激光精密切割、打孔、焊接加工方式。如有需要,敬请联系。华诺激光全体同仁,将竭诚为您服务。

