

价格:面议
江阴精力环保机械有限公司
联系人:姜伟平
电话:17701529988
地址:澄江东路1号
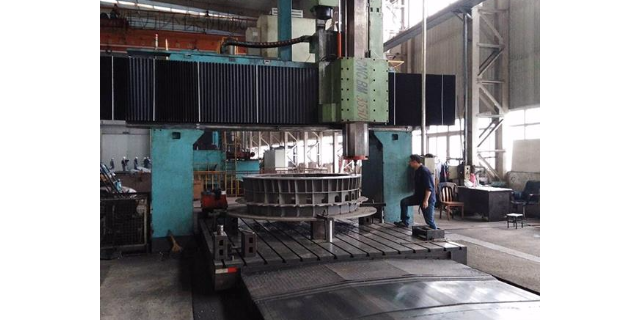
车床是主要用车刀对回转体工件进行车削加工的机床。特征是:工件旋转、刀具固定。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。为满足加工大型工件的需要,1890年在美国出现了立式车床.,浙江环保机加工产品介绍。立式车床主要用于加工直径大、长度短的大型、重型工件和不易在卧式车床上装夹的工件,浙江环保机加工产品介绍,回转直径满足的情况下,太重的工件在卧车不易装夹,浙江环保机加工产品介绍,由于本身自重,对加工精度有影响,采用立车可以解决上述问题。如有需求可致电咨询。机加工主要有手动加工和数控加工两大类。浙江环保机加工产品介绍

车床是主要用车刀对回转体工件进行车削加工的机床。特征是:工件旋转、刀具固定。在车床上还可用钻头、扩孔钻、铰刀、丝锥、板牙和滚花工具等进行相应的加工。为满足加工大型工件的需要,1890年在美国出现了立式车床.。立式车床主要用于加工直径大、长度短的大型、重型工件和不易在卧式车床上装夹的工件,回转直径满足的情况下,太重的工件在卧车不易装夹,由于本身自重,对加工精度有影响,采用立车可以解决上述问题。如各种盘,轮和套类工件的圆柱面,端面,圆锥面,圆柱孔,圆锥孔等。亦可借助附加装置进行车螺纹,车球面,仿形,铣削和磨削等加工。新疆大型机加工来电咨询量具的精度决定着机加工产品的精度控制。

机加工的工件装夹方式的确定应注意几个方面。在确定定位基准与夹紧方案时应注意下列几点:力求设计、工艺、与编程计算的基准统一。尽量减少装夹次数,尽可能做到在一次定位后就能加工出全部待加工表面。避免采用占机人工调整方案。夹具要开畅,其定位、夹紧机构不能影响加工中的走刀(如产生碰撞),碰到此类情况时,可采用用虎钳或加底板抽螺丝的方式装夹。对刀点可以设在被加工零件的上,但注意对刀点必须是基准位或已精加工过的部位,有时在首道工序后对刀点被加工毁坏,会导致*二道工序和之后的对刀点无从查找,因此在首道工序对刀时注意要在与定位基准有相对固定尺寸关系的地方设立一个相对对刀位置,这样可以根据它们之间的相对位置关系找回原对刀点。
机械加工主要有手动加工和数控加工两大类。手动加工是指通过机械工人手工操作铣床、车床、钻床和锯床等机械设备来实现对各种材料进行加工的方法。手动加工适合进行小批量、简单的零件生产。数控加工(CNC)是指机械工人运用数控设备来进行加工,这些数控设备包括加工中心、车铣中心、电火花线切割设备、螺纹切削机等。绝大多数的机加 工车间都采用数控加工技术。通过编程,把工件在笛卡尔坐标系中的位置坐标(X,Y,Z)转换成程序语言,数控机床的CNC控制器通过识别和解释程序语言来 控制数控机床的轴,自动按要求去除材料,从而得到精加工工件。数控加工以连续的方式来加工工件,适合于大批量、形状复杂的零件。对于大型工件和有角度要求的孔加工,采用大型的立式、卧式、龙门加工中心,很难满足机加工要求。

在建立稳定的工艺后,应选择刀具的特性和切削条件,以便符合金属加工业务的总体目标。例如,在大批量的简单零件生产中,以较低的成本实现较大的产量通常是首要考虑的因素。但另一方面,在品类杂、小批量的高价值复杂零件生产中,总可靠性和精确性要比解决制造成本更重要。对于此类小批量生产场合,装夹系统需要满足灵活性要求。如果成本效益是主要目标,则必须根据每个切削刃的成本来选择刀具,并且必须选择与所选刀具相平衡的切削条件。加工参数应强调较长的刀具寿命和工艺可靠性。反之,如果工件质量是**考虑事项,则在适当的切削条件下采用高性能的精密刀具是正确的方法。不管目标是什么,每一组不同的目标都会导致选择不同的切削条件和刀具。一些高精度的孔加工,必须在高精度的机床上进行机加工。正规机加工质量**
采用不卸零件一次机加工成形技术,零件加工后形位精度得到了很好保证。浙江环保机加工产品介绍
金属切削刀具的选择通常以应用为导向:车间寻找可以加工某些工件材料(例如钢件或铝件)的刀具,或者可以执行特定操作(例如粗加工或精加工)的刀具。一个更有利的刀具选择方法是首先考虑如何让加工操作与制造商的整体业务相吻合。此类方法的首要任务是确保工艺可靠性,并消除不合格的零件和计划外停机。一般来说,可靠性是一个尊重规则的问题。如果生产车间不承认和尊重切割力、热力和化学力对刀具的影响,那么可靠性将无从谈起,取而代之的是刀具故障。浙江环保机加工产品介绍