产品规格:
产品数量:
包装说明:
关 键 词:焊接机图片
行 业:机械 电焊/切割设备 激光焊机
发布时间:2022-01-23
嘉华恒创吊臂式模具激光焊接机
★专为特大型模具的激光补焊,如汽车模具,机壳模,轮胎模,家电塑料外壳模等大型塑胶及压铸模具。
★本机配备的吊臂系统可以上下升降,360度旋转,可以补焊半径1.5米、重量达数吨的大型模具,并且本设备装有滑轮,移动方便,可以移到注塑机旁直径补焊,*拆模。
★可以补焊当然也是哈中小型的模具修补。
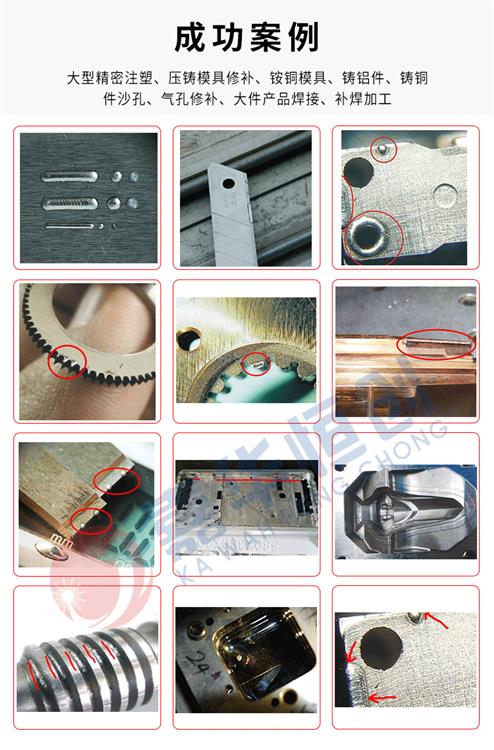
应用范围
模具激光焊接机、修补机以50-60洛氏的温度,对模具、精密注塑、压铸、冲压、不锈钢等硬质材料的裂痕、崩角、摸边及靡损密封边修补、焊接;准确率高,激光焊点直径只有0.2mm~1.5mm ;受热面积小,加工件不会变形;焊接后可蚀纹,不影响效果 。
激光焊接机在激光材料焊接加工技术应用的重要方面,激光焊接机又常被称作为激光焊机、镭射焊接机,按照其工作方式常可分为:激光模具烧焊机(手动激光焊接机)、饰激光焊接、自动激光焊接机、激光焊接机、光纤传输激光焊接机、激光模具焊接机、**端子激光焊接机、振镜扫描激光焊接机、手机外壳激光焊接机、锂电池激光焊接机等。

模具激光焊的特点
模具激光焊接机采用大屏幕液晶中文界面显示,让操作者更容易学些和操作,该设备还采用字形编程功能,实现多模式工作,适合于多数材质的模具修补。不仅热影响区域小,氧化率低,更不会出现砂眼、气孔等现象,对于修复模具后效果达到结合处无凹凸现象,更不会导致模具变形。
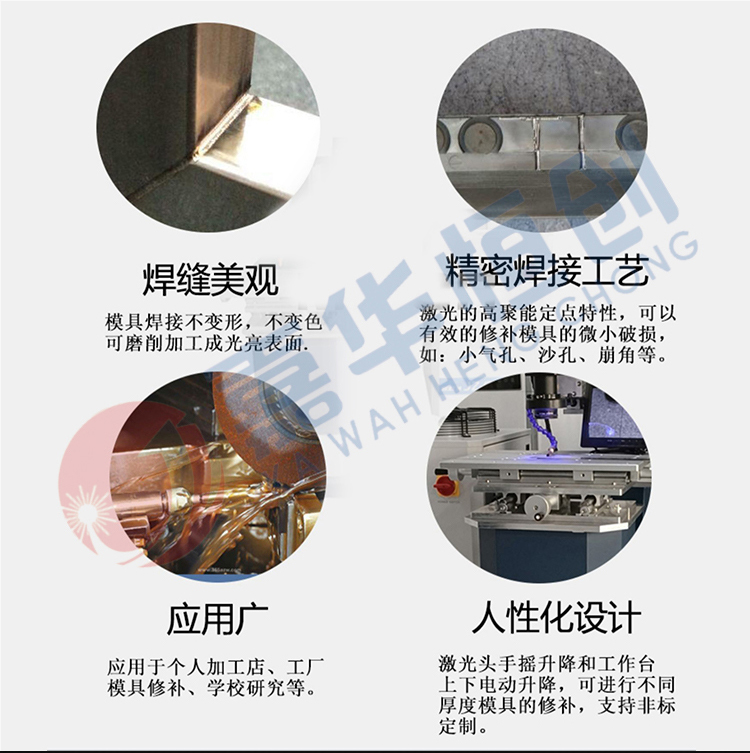
吊臂式模具激光焊接机是一种新型焊接加工方式,主要针对薄壁材料的精密零件焊接,可实现对接焊、密封焊、点焊、叠焊等,焊缝宽度小,深宽比高,热影响区小、变形小,焊接速度快,焊缝平整、美观,焊后*处理或只需简单处理,焊缝质量高,没有气孔,可控制定位精度、聚焦光点小,易实现焊接自动化。

激光焊接机是利用高能量的激光脉冲对加工材料微小区域内进行局部加热,激光辐射的强大能量通过热传导向材料的内部扩散,将材料熔化后形成特定的熔池以达到激光焊接的目的。
加工模式,效率高
和传统的机械加工相比,聚焦后的激光就像细的无形一般,将物体局部区域的表面 逐点逐点的“烧”掉,它的特点在于不与工件接触,不产生机械挤压或机械应力,因此 不会改变被加工物品的物理性能;由于激光聚焦后的尺寸很小,热影响区域小,加工 精细,因此,可以完成一些常规方法无法实现的工艺。

配置及加工工艺
模具激光焊接机在进行模具修补时,要注意如何满足修补精度和修补质量,模具激光焊接机的控制系统起到了关键性的作用。
1、模具激光焊接机要采用10X或15X的显微镜操作。
2、模具激光焊接机电源可采用波形可调功能,适合不同材质的焊接。如:模具钢、不锈钢、铍铜、铝等
3、可采用CCD系统(摄像系统)进行,作用是:除操作人员从显微镜观测外,非操作人员可以通过摄像系统的显示屏观看到整个的烧焊过程,此装置被利于到对非操作人员的技术培训和展会演示,对推广激光烧焊技术起到很好的推进效果。
4、能够融化不同直径的焊丝,从直径0.2-0.8都能融化。
5、模具激光焊接机必须使用氩气保护,而且程序要设定成先出氩气再出激光的方式,防止在连续加工时,个脉冲激光出现氧化的现象。
6、TFLASER模具激光焊接机电源可设置的参数:电流50-400A,脉宽0.1-20MS,频率0-50,正常焊接模具时加工参数如下:电流:90-120;脉宽:4-6;频率5-10。 在焊接铍铜和铝材时,电流增加30-50A
7、模具激光焊接时,常见的是焊接部位周边有咬痕,要采用激光空打的方式将焊接部位空打后盖住可能产生咬痕的变,防止咬痕的出现。光斑**过焊接位置的边缘0.1mm即可。
影响到激光焊接质量的主要参数有焊接电流、脉冲宽度、脉冲频率等,其影响效果主要如下:
(1)随着电流的,焊缝的宽度,焊接过程逐渐出现飞溅,焊缝表面出现氧化现象,并有粗糙感。
(2)随脉冲宽度的,焊缝的宽度也在。脉宽的变化对不锈钢**薄板激光焊接的效果影响非常。脉冲宽度的微小,都可能导致试样被氧化和烧穿。
(3)随脉冲频率的增加,焊点重叠率,焊缝宽度先。后基本保持不变。在显微镜下观察,焊缝越来越光滑美观。但脉冲频率增加到一定值时,焊接过程飞溅严重,焊缝变得粗糙,并且焊接件的上下表面都出现氧化现象。
(4)**薄板材料的激光焊接适宜采用正离焦,在相同离焦量的情况下,正离焦激光焊得到的焊缝表面比负离焦时要光滑美观。


