福州江佳螺旋刀轴批发 刨硬木
价格:2300.00起
产品规格:
产品数量:
包装说明:
关 键 词:福州江佳螺旋刀轴批发
行 业:机床 机床刀具夹具 刨刀
发布时间:2022-01-07
致力于开发符合客户需求的“刨”“锯”应用产品,以节省人工,提率,操作安全简易为诉求,
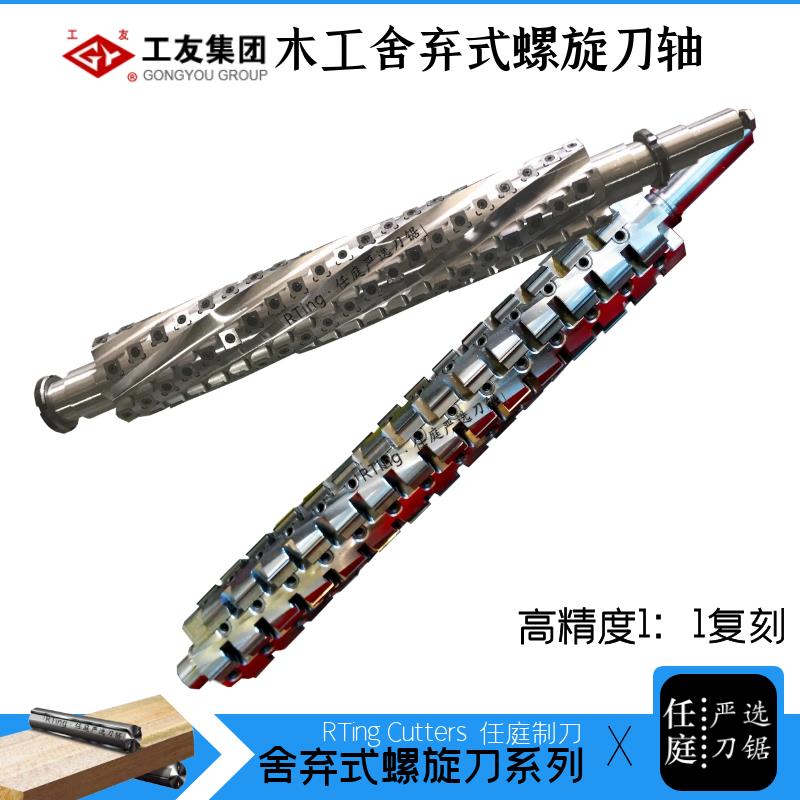
斜切式螺旋刨刀切削平稳, 噪音小, 切出的木屑小, 切削高密度竹地板、红木、紫檀木、各种硬杂木轻而易举。刨切木头的疤结,无论是顺纹还是纹等非常平整。 适用于切削实木、拼接板、塑料、泡沫保温板等。
RTing任庭制刀-螺旋刨刀配带15X15X2.5MM 圆弧硬质合金刀片有四个切削刃,其中一个刃钝了或磕碰, 只顺把螺钉松开, 旋转90度到另一个切削刃,拧紧后即可。 只有当一片刀片的四个刃都不能用了后,再换装另一片刀片。
我们可以按您的要求、在以下的范围内为您设计制造以保证适配于您的机床。

为什么要用RTing任庭制刀-舍弃式螺旋刀?
木工切削过程中是其复杂的-木材切削变形时由于受到本身性质(木材纤维、年轮方向、木材种类、含水率、温度等),特性(角度、锐利程度)和切削用量(切削深度、切削速度、进给速度)等因素的影响。
RTing任庭制刀-舍弃式螺旋刀轴的优点:
(1) 螺旋式刀面:高精度的设计制造技术将舍弃式刀片合理的排列在刀体四周,形成单位时间内较小的切削面,减小受力面以达到改善焦痕与戗槎。
(2) 舍弃式刀片:不经过高温焊接的装配方式,保证了每个刀片较高的硬度,大幅提成了的使用寿命。当刀片钝化或崩裂时,工厂操作师傅自行拆卸刀片,操作简单节省时间。
(3) 排屑方便:单位时间内以螺旋方式切削,所形成的木屑小,在中英集尘系统中很容易将木屑排离加工木材表面。
(4) 噪音小:由于受力面相比传统平口刀小,切削时噪音也会明显减小。

RTing任庭制刀-螺旋刀轴优点如下:
1、螺旋式刀面:高精度的设计制造技术将舍弃式刀片合理的排均布列在刀体四周,形成单位时间内较小的切削面,以达到改善刀刃烧痕与戗槎。
2、木屑很小:切削时单位时间内切削面积小,所形成的木屑小,在中英吸尘系统中很容易将木屑吸附,让工作环境更清洁舒心。
3、刨削效果更光滑细腻:刀体及刀片高设计,加段切削带来的好处,就是让刨削光滑细腻。
4、噪音小:单位时间内的接触木材表面与平口刀在同一时间内接触木材表面加工时所产生的噪音值约减少30至50dB。
5、机器更稳定:单位时间内切削面积小,摩擦小,切削阻力小,带来的机器震动幅度更小,因此更稳定。
6、散热速度快:我们的刀体采用7系列航太等级的铝合金刀体设计,不仅提高了散热速度,还提升了的稳定度和刀体的结构强度,进而提升了刀体的使用寿命。
7、舍弃式刀片:采用进口原装卢森堡小刀片,不经过高温焊接的装配方式,保证了每个刀片原来的硬度在HRA93.5度以上,大幅提成了的使用寿命。当刀片钝化时,工厂操作师傅自行拆卸刀片,更换刀面/刀片,操作简单节省时间和投资成本。
8、使用寿命较长:铝合金刀体比一般平口刀的使用寿命长2倍,若在双面刨和四面刨上使用寿命长达3倍以上。
9、弃式螺旋刀头又分有:重切削螺旋刀头和轻切削螺旋刀头。重切削螺旋刀头主要用于自动仿型铣刨边机,立轴机,四面刨机,切削成型。而轻切削螺旋刀头主要用于立轴机,四面刨机等上,主要切削平面光滑圆润
10 经过测试,长久使用更省钱省时省心。
而传统的平口刀(合金刀,成型刀),在使用过程中存在下列问题,困扰着广大使用大家:
1、刀刃烧痕:刀刃磨损或者进料暂时停止等情况下,由于切削热在切削表面上产生焦的痕迹。
2、钝化和稳定性:切削时,刀齿与切削和工件接触的部分摩擦生热,同时齿尖的热量向整个刀刃和刀体以热传递的形式扩散热量,然后,再向周围的环境辐射散热。而温度上升使得刃口温度上升,增加钝化速度,及刀体不均匀的温度分布使得丧失稳定性。
3、易产生撕裂型的切削:由于被加工的木材较硬,使用平口刀切削时因为单位时间单位手里面积大,及易形成切削变形,戗槎,所以切削面无法达到光滑平坦的效果。特别是压刨在加工大平面拼版,如果是逆槎切削时,一般都会撕裂木材表面即戗槎,如果改换螺旋式舍弃式刀轴保证切削出的大平面平整光滑不会戗槎。
5、合金硬度降低:在乙炔和高频焊中用来焊接硬质合金的铜丝在900度左右融化,而银丝的融化温度在500度左右,,但是由于银丝成本较高所以绝大部分都是用铜丝焊接,所以大大降低了硬质合金的硬度,也大幅度降低了的使用寿命。
纵观平口刀的不足之处,选择RTing任庭制刀-舍弃式螺旋刀头能够比较明显的改善平口刀的缺点。舍弃式刀头的设计在地区已成为木工机械标准配刀,的便利实用性,而设计出的精湛的切削利器。

随着市场木材加工自动化程度越来越高,对机器实际操作人员的技能要求越来越低,现在很多工厂对木用维护这一方面的人员越来越少,很多的橡胶木拼板厂,每个厂家都有十台以上的木工刨床,所有对刨刀片的使用量非常大,而且对刀片的研磨工序难学,很多厂家都遇到了一个相似的问题,没有好的维护工人,没有相应的维护技术。
现在针对此类问题,国际上已经有了很好的解决办法,使用RTing任庭制刀-螺旋刀轴,顾名思义,RTing任庭制刀-螺旋刀轴是将合金刀片螺旋状排列固定于刀轴上,较传统的刀轴在切削阻力和切削磨损降到,大大加强了刀片使用寿命,减少了人员的维护成本。
一、提供原刀轴图纸,量出以下尺寸
刀轴外圆直径
刀轴转向(切削方向)
键槽位尺寸
二、根据数据选择款式与类型
刨的深度(吃料深度)
要打的木材材质(软木或硬木)
使用机器(压刨、平刨或双面刨)
名称:螺旋刀/舍弃式螺旋刀头/立铣刀头/仿型铣刀头/四面刨刀头/龙门铣刀头
齿数(旋数):4齿、6齿、8齿、9齿、12齿
螺旋式刀面,确保木材不撕裂、不戗槎。
分段切削,木屑小,利于吸附和排屑。
分段切削,噪音小,机器更稳定。
普通刨刀更换为RTing任庭制刀-螺旋刀轴
1.应检查原来的轴承是否有精度,建议更换新的轴承。所更换的轴承要采用P5级低噪音、高精度轴承。
2.检查轴承座内径尺寸(因使用多年轴承内孔磨损偏大会造成噪音大,也会导致短时间内破坏轴承,使轴承走内圆或外圆),如发现轴承座有问题,一定要更换为新的轴承座。
3.在装轴承前应先检查、清理轴头和轴座;在轴承内要添加3#白色润滑脂;在装轴承时要求将轴承平稳、均匀地压入(有液压设备的请采用液压设备安装轴承,没有液压设备的应采用钢套接触轴承内圈均匀地敲入,避**面敲打破坏轴头外圆)。
4.有四个切削刃面,若刀片的一个切削刃钝了,需要逆时针方向旋紧螺钉,清理干净刀座和刀片上,建议用汽油或天那水就很容易擦洗干净。转换切削刃面时一定要注意:每片刀片的表面都有记号点,一定要保证统一方位一致,避免新旧刃面换错而造成木材刨削面不平整。
5.如有螺丝太紧或生锈难以松开,应先把批头放入螺钉的梅花口用小铁锤轻轻敲打几下(注意不要敲坏刀片),再用扳手就很容易松开。为了避免出现下次换刀片时螺丝锈死难以松开的现象,建议每次换刀时,一定要清理干净螺孔后,在螺钉上沾一下机油再旋入螺孔,这样就能保证下次换刀片时很容易松开螺钉。

RTing任庭制刀-木工舍弃式螺旋刀轴安装与更换时需要注意事项!
1.当螺旋刀轴已安装在机器上,换装刀片时,必须先关闭设备电源。
2.用风或毛刷除去刀轴上的碎屑、灰尘等异物。
3.逆时针旋转扳手,松开螺钉(如有螺钉太紧或生锈难以松开,先敲一下螺钉,注意不要敲到刀片,再用扳手松开)。
4.用风或毛刷除去刀座上的碎屑,灰尘,保证刀座上干净。以避免刀片破裂或刨削面上有“棱”。
5.要换一个切削刃时,将刀片擦洗干净后旋转90度。
注意:刀片表面有一个记号点,保证方位一致,避免新旧刃面换错。
6.轻轻按下刀片,滑动几下,使刀片底面与刀座贴合,顺时针锁紧螺钉,刀片会自动的压靠在刀座定位台上。(注意:为了保证螺钉与螺孔不会咬死、锈牢,避免下次不易松开,换刀片时螺钉需沾点机油润滑一下)。
7.仔细检查刀片在刀座上安放是否正确 避免锁紧刀片时造成刀片破碎或切削面有棱。
8.使用前检查一下刀片,如有破裂,请一定立即更换,以免造成安全事故和损坏产品。经常检查螺钉,避免螺钉松动。


厦门任庭工贸有限公司位于美丽的滨海城市-厦门杏林台商投资区,集生产销售为一体的综合型工业级刃锯服务商。