

价格:面议
0
联系人:
电话:
地址:
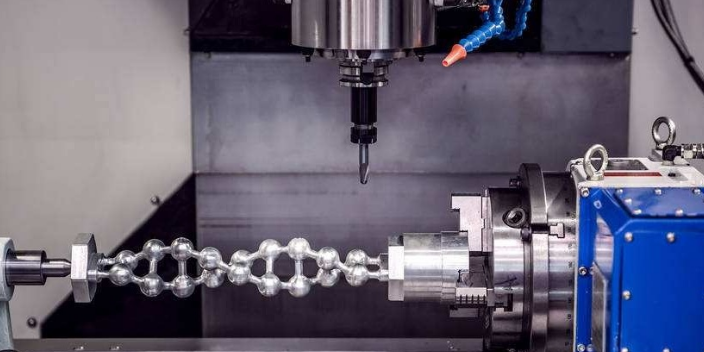
如何在cnc加工过程中监控与调整:
工件在找正及程序调试完成之后,就可进入自动加工阶段。在自动加工过程中,操作者要对切削的过程进行监控,防止出现非正常切削造成工件质量问题及其它事故。对切削过程进行监控主要考虑以下方面平面铣削时应选用不重磨硬质合金端铣刀或立铣刀。一般铣削时,尽量采用二次走刀加工,辽宁钢材CNC加工厂家,初走刀好好用端铣刀粗铣,沿工件表面连续走刀。每次走刀宽度推荐至为刀具直径的60%--75%。立铣刀和镶硬质合金刀片的端铣刀主要用于加工凸台、凹槽和箱口面,辽宁钢材CNC加工厂家。球刀、圆刀(亦称圆鼻刀)常用于加工曲面和变斜角轮廓外形。而球刀多用于半精加工和精加工,辽宁钢材CNC加工厂家。镶硬质合金刀具的圆刀多用于开粗。 敏杰恒(东莞)精密科技有限公司专业CNC加工,精密工具配件加工,有需要可以联系我司!辽宁钢材CNC加工厂家
CNC加工中心的主要功能加工中心能实现三轴或三轴以上的联动控制,以保证刀具进行复杂表面的加工。加工中心除具有直线插补和圆弧插补功能外,还具有各种加工固定循环、刀具半径自动补偿、刀具长度自动补偿、加工过程图形显示、人机对话、故障自动诊断、离线编程等功能。加工中心是从数控铣床发展而来的。与数控铣床的大区别在于加工中心具有自动交换加工刀具的能力,通过在刀库上安装不同用途的刀具,可在一次装夹中通过自动换刀装置改变主轴上的加工刀具,实现多种加工功能。加工中心从外观上可分为立式、卧式和复合加工中心等。立式加工中心的主轴垂直于工作台,主要适用于加工板材类、壳体类工件,也可用于模具加工。卧式加工中心的主轴轴线与工作台台面平行,它的工作台大多为由伺服电动机控制的数控回转台,在工件一次装夹中,通过工作台旋转可实现多个加工面的加工,适用于箱体类工件加工。复合加工中心主要是指在一台加工中心上有立、卧两个主轴或主轴可90°改变角度,因而可在工件一次装夹中实现五个面的加工。吉林工艺品CNC加工零件敏杰恒(东莞)精密科技有限公司为您提供专业CNC加工,严格质量体系,为您打造优品!
cnc加工刀具-铰刀
铰刀是具有一个或多个刀齿,用以切除已加工孔表面薄层金属的旋转刀具,铰刀具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔。铰刀因切削量少其加工精度要求通常好于钻头.可以手动操作或安装在钻床上工作。铰刀具有一个或多个刀齿、用以切除已加工孔表面薄层金属的旋转刀具。具有直刃或螺旋刃的旋转精加工刀具,用于扩孔或修孔,因切削量少其加工精度要求通常好于钻头。可以手动操作或安装在钻床上工作.铰刀具有一个或者多个刀齿,用以切除孔已加工表面薄金属层的旋转刀具。经过绞刀加工后的孔可以获得精确的尺寸和形状。铰刀用于铰削工件上已钻削(或扩孔)加工后的孔,主要是为了提好孔的加工精度,降低其表面的粗糙度,是用于孔的精加工和半精加工的刀具,加工余量一般很小。用来加工圆柱形孔的铰刀比较常用。用来加工锥形孔的铰刀是锥形铰刀,比较少用。按使用情况来看有手用铰刀和机用铰刀,机用铰刀又可分为直柄铰刀和锥柄铰刀。手用的则是直柄型的
CNC加工-钻攻机床的优势可加工的材料范围广钻攻中心因为设备可随意更换不同的刀具,因此可加工的材料范围很多。不论是钢材或是铝合金及铜铝不锈钢等各类五金材料都能进行加工。包括一些硬度较好的材料在钻攻中心也能完成加工只要切换相对应的刀具即可。可见钻攻中心在加工上之所以能受到各界用户的青睐,与它在加工上的各大优势也是分不开的。除此外有口碑的钻攻中心还具备了运行稳定技术等优势,在各大优势的相互辅助下,才更促进了钻攻中心在加工工件上的不断发展能满足大批量的加工钻攻中心采用的是多轴多刀多序或多面的加工方式过行钻攻,可同时一次性操作多道工序,因此能满足到企业大批或大量的生产需求。钻攻中心就相当于是一组完整的自动生产线,能快速的完成多道不同工序的加工生产。加工精度好误差小钻攻中心采用的是智能化的系统控制,可的将各种加工规格进行设计调控,不论是钻孔还是开槽或是起牙都能实现准确的加工。所以对于相于加工要求较严的工件也可选择钻攻中心来完成设计加工。敏杰恒(东莞)精密科技有限公司致力于精密CNC加工,有产品定制需求的可以来电咨询!
cnc加工-工件装夹方式的确定应注意点
在确定定位基准与夹紧方案时应注意下列点:力求设计、工艺、与编程计算的基准统一。尽量减少装夹次数,尽可能做到在一次定位后就能cnc加工出全部待加工表面。避免采用占机人工调整方案。夹具要开畅,其定位、夹紧机构不能影响cnc加工中的走刀(如产生碰撞),碰到此类情况时,可采用用虎钳或加底板抽螺丝的方式装夹。如何确定对刀点比较合理?工件坐标系与编程坐标系有什么关系?对刀点可以设在被加工零件的上,但注意对刀点必须是基准位或已精加工过的部位,有时在初道工序后对刀点被cnc加工毁坏,会导致第二道工序和之后的对刀点无从查找,因此在初道工序对刀时注意要在与定位基准有相对固定尺寸关系的地方设立一个相对对刀位置,这样可以根据它们之间的相对位置关系找回原对刀点。这个相对对对刀位置通常设在机床工作台或夹具上。其选择原则如下:找正容易。编程方便。对刀误差小。加工时检查方便、可查。 敏杰恒(东莞)精密科技有限公司专业CNC加工,精密安防配件加工,有需要可以联系我司!辽宁工艺品CNC加工技术
敏杰恒(东莞)精密科技有限公司致力于精密CNC加工,尺寸标准,为您解决精密零件生产难题!辽宁钢材CNC加工厂家
如何在cnc加工过程中监控与调整:
应着重注意积屑瘤对加工表面的影响,对于型腔加工,还应注意拐角处加工过切与让刀。对于上述问题的解决,一是要注意调整切削液的喷淋位置,让加工表面时刻处于冷却条件;二是要注意观察工件的已加工面质量,通过调整切削用量,尽可能避免质量的变化。如调整仍无明显效果,则应停机检察原程序编得是否合理。特别注意的是,在暂停检查或停机检查时,要注意刀具的位置。如刀具在切削过程中停机,突然的主轴停转,会使工件表面产生刀痕。一般应在刀具离开切削状态时,考虑停机。刀具监控刀具的质量很大程度决定了工件的加工质量。在自动加工切削过程中,要通过声音监控、切削时间控制、切削过程中暂停检查、工件表面分析等方法判断刀具的正常磨损状况及非正常破损状况。要根据加工要求,对刀具及时处理,防止发生由刀具未及时处理而产生的加工质量问题。7如何合理选择加工刀具?切削用量有几大要素?有几种材料的刀具?如何确定刀具的转速,切削速度,切削宽度? 辽宁钢材CNC加工厂家
敏杰恒(东莞)精密科技有限公司致力于五金、工具,是一家生产型公司。公司业务涵盖精密金属机械加工,钣金铸造,塑/硅胶制品生产,设计发开及模具制造等,价格合理,品质有保证。公司注重以质量为中心,以服务为理念,秉持诚信为本的理念,打造五金、工具良好品牌。敏杰恒精密科技凭借创新的产品、专业的服务、众多的成功案例积累起来的声誉和口碑,让企业发展再上新高。




