邯郸市永年区邦达金属制品有限公司
联系人:武经理
电话:13930020951
地址:河北省邯郸永年县永合会镇铁西工业区
产品规格:
产品数量:
包装说明:
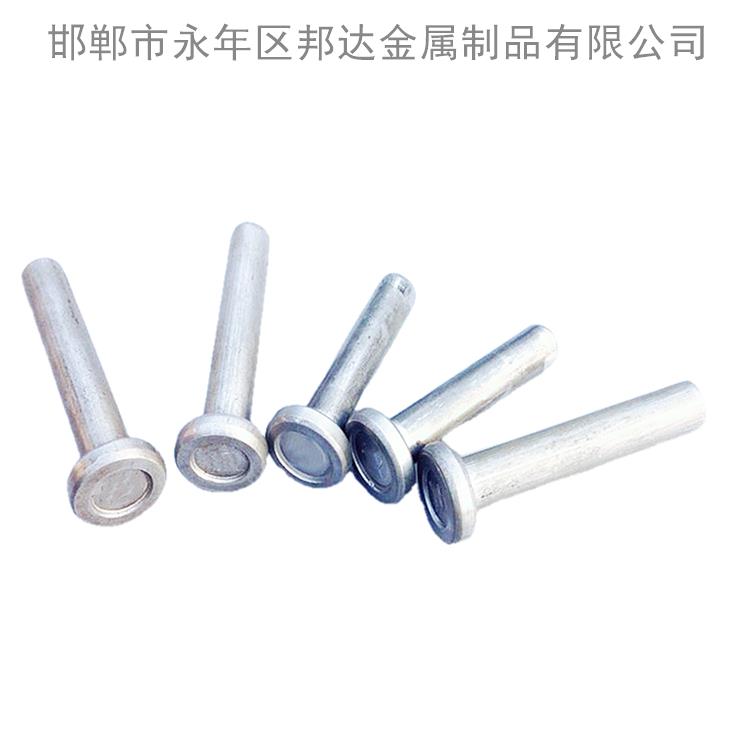
关 键 词:南宁拉弧焊钉
行 业:五金 机械五金 紧固件/连接件
发布时间:2021-12-08
邯郸市永年区邦达金属制品有限公司是钢结构螺栓、高强度螺母、地脚螺栓、双头螺栓、圆柱头焊钉等产品产品加工的公司,拥有完整、科学的质量管理体系。产品的标准覆盖标,ISO标准,美标,日标等。
什么是焊钉正确的焊接方法:
焊钉焊接分为电弧焊钉焊和储能焊钉焊两种:
1、电弧焊钉焊。是将栓钉端头置于陶瓷保护罩内与母材接触并通以直流电,以使栓钉与母材之间激发电弧,电弧产生的热量使栓钉和母材熔化,维持一定的电弧燃烧时间后将栓钉压入母材局部熔化区内。陶瓷保护罩的作用是集中电弧热量,隔离外部空气,保护电弧和熔化金属免受氮、氧的侵入,并防止熔融金属的飞溅。
2、储能栓钉焊。储能栓钉焊是利用交流电使大容量的电容器充电后向栓钉与母材之间瞬时放电,达到熔化栓钉端头和母材的目的。由于电容放电能量的限制,一般用于小直径(小于或等于12mm)栓钉的焊接。

焊接方法:主要使用用螺柱焊机行电弧螺柱焊标规定栓钉表面应无锈蚀、氧化皮、油脂和毛刺等。栓钉的杆部不允许有影响使用的裂缝,但头部裂缝的深度(径向)不得**过0.25(dk-d)mm。 栓钉的现行标准使用质量检验检疫总局于2002年12月5日发布,于2003年6月1日正式实施的电弧螺柱焊用圆柱头焊钉(Cheese head studs for arc stud welding)标GB/T10433-2002,同时废止了GB/T10433-1989这个栓钉老标准,这个新标适用于土木建筑工程中各类结构的抗剪件,埋设件及锚固件。GB/T10433-2002非等效采用际标准ISO13918:1998《焊接 电弧螺柱焊用螺柱和磁环》,SD型剪切件(焊钉),和日本工业标准JIS B1198-1995《圆柱头焊钉》。Ф10mm~Ф25mm各种规格型号的电弧螺柱焊用圆柱头焊钉,材质SWRCH15A、ML15AL或ML15,材料全部选用钢铁企业产品的钢材,严格按照(GB10433-2002)等相关标准规定产品加工,并通过了欧洲CE认证(证书编号为 AC/0500909)。栓钉适用高层钢骨结构建筑、工业厂房建筑、公路、铁路、桥梁、塔架、汽车、能源、交通设施建筑、机场、车站、电站、管道支架、起重机械及其它各类钢结构等工程。

栓钉焊接方法:接通焊机焊电源,柱状栓钉套在焊上,防弧座圈,启动焊,电流即熔断,座圈则产生弧光,经短时间后柱状栓钉以一定速度**紧母材端部熔化,切断电源柱状栓钉焊接完成固定在母材上。栓钉的基本原理和焊接流程如下:将金属螺柱焊到工件平面上去的方法叫做螺柱焊。在建筑工程中称栓钉焊。它属于熔态压力焊的范畴。栓钉焊又有2种:普通栓钉焊和穿透栓钉焊;普通栓钉焊亦称非穿透栓钉焊。穿透栓钉焊用于组合楼板和组合梁,焊接时,将压型钢板焊透,使栓钉、压型钢板和钢构件三者接在一起。压型钢板厚0.6、0.8、1.0、1.2、1.6mm,镀锌。施工中,压型钢板起到底模的作用。螺柱焊机有两种: 电弧螺柱焊机和储能螺柱焊机。储能焊机适用于直径较小(Φ8mm及以下)的螺柱焊接;栓钉直径较大(Φ8mm以上Φ28mm及以下)均采用电弧螺柱焊机。
1. 1栓钉
d-栓钉直径、dk -栓钉头直径、d1-焊接部直径
h-焊接部高度、k一栓钉头高度、r-倒角半径
栓钉规格有: Φ8、Φ10、Φ13、Φ16、Φ19、Φ22、Φ25、Φ28等8种,常用的为中间4种。栓钉形状见栓钉图
主要作用
1、防止焊与构件焊接处打火,损坏头;
2、融化处的铁水成型 ,使焊口处更加漂亮;其他作用与业焊机配套使用,与手工电弧焊相比,操作简易、技能要求不高,减少了弧光和烟雾对工人的伤害。使用方法
瓷环座圈放在已放好线的栓钉位置上,用焊将栓钉对准瓷环座圈顶紧,打开焊电源,栓钉引弧点拉弧产生高温融化栓钉头部和母材形成高温融化的焊接焊池,经短时间后栓钉焊接在母材上,然后清除瓷环和检查四周焊缝。
邯郸市永年区邦达金属制品有限公司位于中标准件产品基地--河北永年,地理位置优越,交利。我公司是一家致力于钢结构大六角螺栓连接副,钢结构焊钉,金属制品的产品、研发、销售、售后为一体的综合企业。


