

价格:面议
0
联系人:
电话:
地址:
塑料挤出机中的螺杆不是淬火的,是氮化的。要是淬火的话在高温下会回火的。热处理有很多方法,这还要看螺杆材质的不同来区分。一般38GrMoAlA氮化就可以,但象特殊的不锈钢螺杆,SKD61的螺杆。HPT系列的全硬螺杆等一般都要先淬火,而且是用盐液炉。但因为这样的热处理硬度过高,所以一般都要再进行回火。根据要求不同进行氮化处理,也可以不用氮化。?
一:如果用于生产一般性的2次料或新料,可以用氮化料筒/螺杆组.也可以用氮化料筒配合金螺杆这样更好(因为同等材质下螺杆要早于料筒先磨损)
二:生产填充型的料,如加玻纤/碳酸钙等那就要使用合金料筒/螺杆组,这样会高点? 氮化就是通过炉子加温把氨气参进机筒螺杆的表面,使之产生一层硬的表面。一般能渗透0.5-0.7的深度。时间大概需要96个小时。
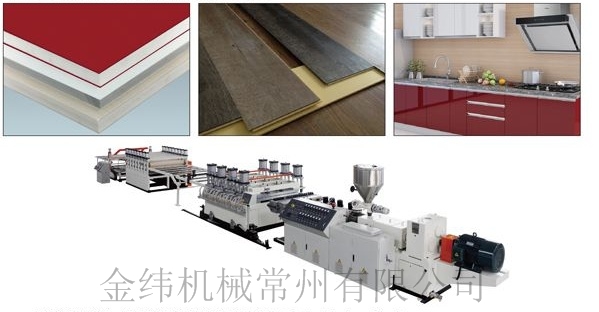
塑料挤出机出机的功能是采用加热、加压和剪切等方式,将固态塑料转变成均匀一致的熔体,并将熔体送到下一个工艺。熔体的生产涉及到混合色母料等添加剂、掺混树脂以及再粉碎等过程。成品熔体在浓度和温度上必须是均匀的。加压必须足够大,以将粘性的聚合物挤出。挤出机通过一个带有一个螺杆和螺旋道的机筒完成以上所有的过程。塑料粒料通过机筒一端的料斗进入机筒,然后通过螺杆传送到机筒的另一端。为了有足够的压力,螺杆上螺纹的深度随着到料斗的距离的增加而下降。外部的加热以及在塑料和螺杆由于摩擦而产生的内热,使塑料变软和熔化。





