首页 > 供应商机 > 免费设计安装 机床钣金防护罩 常州小巨人数控加工中心
免费设计安装 机床钣金防护罩 常州小巨人数控加工中心
价格:10.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:常州小巨人数控加工中心
行 业:五金 机械五金 机床附件
发布时间:2021-11-25
齐重数控装备股份有限公司(原齐齐哈尔机床厂)是全国机床行业大型重点骨干企业。经过多年的持续发展,现已成为国际知名、国内的重大装备及国防装备保障产业化基地,是国家火炬计划重点、中国金属切削机床10强企业、中国机床销售收入10佳企业、我国重型机床行业的“中国工业行业排头兵企业”。 “齐一”牌是中国产品、中国行业影响力、具市场竞争力、中国金属切削机床著名品牌。公司主要经济效益综合指数已位居我国重型机床行业首位,重型机床产品的技术水平和生产制造能力已经步入世界方阵,国内机床市场占有率达到50%,产品全面打入、韩国、日本等30多个国家和地区。 目前,齐重数控批产品已经达到了水平,并且全部拥有自主知识产权。 立车加工范围从的10米、16米、 16."8米,到现在填补国际空白的25米,承重600吨,卧车从的 4."3米、5米,到现在填补国际空白的 6."3米,承重300吨。在重型立卧车产品占据优势的情况下,齐重数控全面开拓多品种产业格局,数控重型镗铣床、数控重型曲轴车床、数控不落轮对车床、数控动梁龙门移动式镗铣床、高速铣床、数控立式磨床、数控立式钻铣床、数控立式铣齿机等新产品不断问世,而且各项精度指标都达到国际水平。数控立式磨床工作台φ2500直径外端径跳达到 0.003,砂轮主轴端径跳 0."002,改写了我国同类设备长期依赖进口的历史;高精立式加工中心的铣齿加工精度达8级成品齿轮加工;数控重型曲轴旋风切削加工中心可一次性完成低速机曲轴的成品加工; 2."5米数控立式车床工作台径跳、端跳达到
五轴数控加工中心价格,原力加工中心,价格公道
广告 五轴数控加工中心价格,,取消中间环节。原力加工中心适合复杂加工,率, 查看详情 >
4 / 11 0."005。 齐重数控为国防、航天、电力、核电装备、船舶等行业提供了替代进口、制造的产品。其中,五米数控卧式车床荣获机床行业奖——春燕一等奖,Q1-105数控曲拐车床荣获“中国机械工业科学技术奖”一等奖。 机床集团有限公司 齐齐哈尔二机床企业集团(齐齐哈尔第二机床厂) 1950年10月由沈阳北迁建厂,是“一五”期间我国机械工业批重点骨干企业。 1970年10月前为直属企业,1987年至今为省市装备工业的重点企业。 2008年7月1日,齐二机床正式加入中国通用技术(集团)控股有限责任公司,更名为齐齐哈尔二机床(集团)有限责任公司,标志着齐二机床重新回归央企行列。 经过五十多年的发展建设,企业已成为我国重型机床及锻压设备的生产基地,国家“十一五”发展数控机床产业化专项重点扶持企业,中国重型机床,为我国32个省、市、自治区和世界洲40多个国家和地区提供了近6万台(套)机床装备,其中,为国防、、航空、航天、船舶、汽车、能源等国家重点行业和领域提供装备1000余台,为国家基础工业建设和国防建设做出了重要贡献。 齐二机床创建了我国机床史上的多个:1958年与北京机床研究所合作研制我国台数控立铣,翻开了中国数控机床发展史的页;1975年研制完成我国台数控龙门铣;1993年研制完成我国台重型数控落地铣镗加工中心;1994年研制完成我国条重型数控多连杆压力机生产线。 目前,公司拥有各种生产设备1928台,其中: 金属切削机床1005台,大、精关键设备225台。具有国际水平的进口把关设备有:
海天精工加工中心_宁波海天精工股份有限公司 海天精工加工中心,的生产环境以及加工条件,高品质,的销售和服务团队, 德国精密导轨磨、数控凸轮磨、数控龙门坐标镗;瑞士玛格梳齿机、磨齿机;意大利茵塞落地铣镗加工中心;日本本间数控龙门铣床、森精机立式加工中心;俄罗斯数控龙门镗铣床等。 机床厂 机床厂建于 1949年6月30日,它的前身是北平留下的几家小厂合并而成,始称北平机器总厂。北平机器总厂的前身主要是北平解放后接收原国民北平市至第八几个修械所组合而成。 机器制造公司机器总厂于 1949年7月1日发布公告: “奉机器制造公司命令,本厂于 1949年6月30日成立。原北平武管会及其所属各修械所、北平机器厂统交本厂管理。并决定北平机器厂(原第六修械所)为北平机器总厂;原修械所为本厂所属分厂;原第八修械所为第二分厂;原第三修械所为第三分厂。” 1950年8月,重工业部决定,将北京机器总厂改名为北京机器厂。1953年7月1日,
随着铝型材行业的快速发展,国内的铝型材生产企业愈来愈重视对行业市场的研究,特别是对企业发展环境和客户需求趋势变化的深入研究。正因为如此,批国内的铝型材迅速崛起,逐渐成为铝型材行业中的翘楚!
2012年国内工业铝型材市场需求将超过400万吨。未来,铝型材在工业领域的应用空间将十分巨大,在我国现有的124个产业部门中,有113个部门使用铝制品,比重为91%。
铝合金门窗知识
一、铝合金门窗定义
1 、铝合金门:由铝合金建筑铝型材制作的框、扇结构的门。
2、 铝合金窗:由铝合金建筑铝型材制作的框、扇结构的窗。门窗一般命名为“型号+功能形式”,比如:60系列内开内倒窗。门窗系列名称一般是以铝型材边框的宽度来命名。
二、按功能形式分有:
1、推拉:包括推拉窗、推拉门、内倒推拉门、提升推拉门;
2、平开:包括内平开、外平开、内开内倒窗、上悬窗、下悬窗;
3、折叠门窗;
三、铝合金门窗特点
铝合金门窗较之木质装饰门窗以及渐被淘 汰的普通空腹或实腹钢门窗具有突出的使用性能,其风压强度性能、空气渗透性能、雨水渗漏性能、空气声隔声性能、隔热保温性能及启闭性能等,均达到的国家标准规定;且由于铝合金材质的特点,使其加工制作、铝型材装配及制品安装可以达到较高的精度,为建筑围护结构的节能设计及使用安全等标准要求提供了重要和必要的条件。
四、铝合金窗与塑钢窗比较说明
1.档次上的差别:国内的铝合金断热窗和塑钢窗是分别适合于不同建筑的消费群体,统计资料显示,塑钢窗适用于一般低层住宅,往往这种档次的产品的消费者对该产品的质量要求不是很高,而高性能断热铝合金窗则适用于各类高度、各类档次建筑,且质量、寿命性能都经受得住高标准考验。
2.性能上的差别:二者节能效果相近;但是由于材质的区别,塑钢窗使用一段时间之后容易发生变形,密封性能不如高性能铝合金窗。
3.寿命上的差别:由于材质的强度和弹性模量及耐磨性能差别较大,使高性能铝合金窗使用寿命往往大于塑钢窗的使用寿命。
4.价格上的差别:一般说来,高性能铝合金窗价格通常比塑钢窗的价格要高一些。但从长远考虑,高性能铝合金窗价格虽然高,但使用年限长;而塑钢窗虽然价格较便宜,但使用年限短。因此,综合价格比相当。
综上所述,高性能铝合金窗更具竞争优势。
五、玻璃幕墙简介
玻璃幕墙的命名一般以立柱(主梁、主龙骨)的宽度来命名,比如立柱的宽度为155MM,即155系列。 玻璃幕墙有明框、全隐、半隐(横明竖隐、竖明横隐)等。
1. 建筑铝型材(分为门窗和幕墙二种).
2. 散热器铝型材。
3.一般工业铝型材:主要用于工业生产制造用的,如自动化机械设备、封罩的骨架以及各公司根据自己的机械设备要求定制开模,比如流水线输送带、提升机、点胶机、检测设备、货架等等,电子机械行业和无尘室用得居多。
4、轨道车辆结构铝合金型材:主要用于轨道车辆车体制造。
5、装裱铝型材,制作成铝合金画框,装裱各种展览、装饰画。
按合金成分
可分为1024、2011、6063、6061、6082、7075等合号铝型材,其中6系的为常见.不同的牌号区别在于各种金属成分的配比是不一样的,除了常用的门窗铝型材如60系列、70系列、80系列、90系列、幕墙系列等建筑铝型材之外,工业铝型材没有明确的型号区分,大多数生产厂都是按照客户的实际图纸加工的.
有原则:
:非常便宜的不选择
解释如下:铝型材成本=铝锭的价+挤压铝型材的加工费+包装材料费+运费。
这些都很透明,铝型材的成本都差不多,明显,种可能:每米重量少了;第二种:铝锭使用的是回收废料铝材;第三种:放大下料损耗(不是按实际米数销售)。
第二:只懂销售材料的供应商不选择
解释如下:备点货,招几个接线,网上大肆做推广就可以开张了。这些往往受伤害的是我们购买者。接线大多不懂如何使用,只知道单价。如何使用能达到客户的需求;如何制作能做到性价比;在不同的场地那种连接方式是;这些他们都是没法准确的回答。只知道推荐便宜的型材和便宜的连接方式;
这种连接方式是成本,但是费人工的,也是强度差的一种连接方式,铝型材方便性一点也不会体现出来,而且会对以后改造带来比较大的麻烦。但是接线会主推的一种方式。
第三:选择以生产为主的铝型材供应商
解释如下:以生产为主的铝型材供应商,一般都是从事此行业5年以上,自己也是使用者,有很丰富的实践经验,对产品的品质和性能都有很好的了解和掌握,会推荐适合客户需要的性价比比较好的产品,选择出既方便又实用的配件。
工业铝型材的使用范围极广泛,通用性极强,它以环保、组装拆卸方便、节省时间和使用寿命长的特点而闻名。 工业铝型材品种多、规格全,适合各种类型机械装置使用;无须焊接、调整尺寸方便、更改结构容易;尺寸公差要求严、表面光洁度要求高;组装工作方便快捷,生产率高;表面经阳极氧化处理,防腐蚀、免喷涂、美观大方,可提高产品附加价值。
适合应用范围:生产流水线、流水线操作工作台、办公隔断、屏风、工业围栏及各种框架、展示架、货架、机械防尘密封罩等。

轧制是锭坯依靠摩擦力被拉进旋转的轧辊间,借助于轧辊施加的压力,使其横断面减小,形状改变,厚度变薄而长度增加的一种塑性变形过程。根据轧辊旋转方向不同,轧制又可分为纵轧、横轧和斜轧。纵轧时,工作轧辊的转动方向相反,轧件的纵轴线与轧辊的轴线相互垂直,它是铝合金板、带、箔材平辊轧制中常用的方法;横轧时,工作轧辊的转动方向相同,轧件的纵轴线与轧辊轴线相互平行,在铝合金板带材轧制中很少使用;斜轧时,工作轧辊的转动方向相同,轧件的纵轴线与轧辊轴线成一定的倾斜角度。在生产铝合金管材和某些异形产品时常用双辊或多辊斜轧。根据辊系不同,铝合金轧制可分为两辊(一对)系轧制,多辊系轧制和辊系(如行星式轧制、V形轧制等)轧制:根据轧辊形状不同,铝合金轧制可分为平辊轧制和孔型辊轧制等。根据产品品种不同,铝合金轧制又可分为板、带、箔材轧制,棒材、扁条和异形型材轧制,管材和空心型材轧制等。
1.3.2.2挤压
挤压是将锭坯装入挤压筒中,通过挤压轴对金属施加压力,使其从给定形状和尺寸的模孔中挤出,产生塑性变形而获得所要求的挤压产品的一种加工方法。按挤压时金属流动方向不同.挤压又可分为正向挤压、反向挤压和联合挤压。正向挤压时,挤压轴的运动方向和挤出金属的流动方向一致,而反向挤压时,挤压轴的运动方向与挤出金属的流动方向相反。按锭坯的加热温度,挤压可分为热挤压和冷挤压。热挤压时是将锭坯加热到再结晶温度以上进行挤压,冷挤压是在室温下进行挤压。
1.3.2.3拉拔
拉拔是拉伸机(或拉拔机)通过夹钳把铝及铝合金坯料(线坯或管坯)从给定形状和尺寸的模孑L中拉出来,使其产生塑性变形而获得所需的管、棒、型、线材的加工方法。根据所生产的产品品种和形状不同,拉伸可分为线材拉伸、管材拉伸、棒材拉伸和型材拉伸。管材拉伸又可分为空拉、带芯头拉伸和游动芯头拉伸。拉伸加工的主要要素是拉伸机、拉伸模和拉伸卷筒。根据拉伸配模,拉伸可分为单模拉伸和多模拉伸。
1.3.2.4锻造
锻造是锻锤或压力机(机械的或液压的)通过锤头或压头对铝及铝合金铸锭或锻坯施加压力,使金属产生塑性变形的加工方法。铝合金锻造有自由锻和模锻两种基该方法。自由锻是将工件放在平砧(或型砧)间进行锻造;模锻是将工件放在给定尺寸和形状的模具内,然后对工件施加压力进行锻造变形,而获所要求的模锻件。

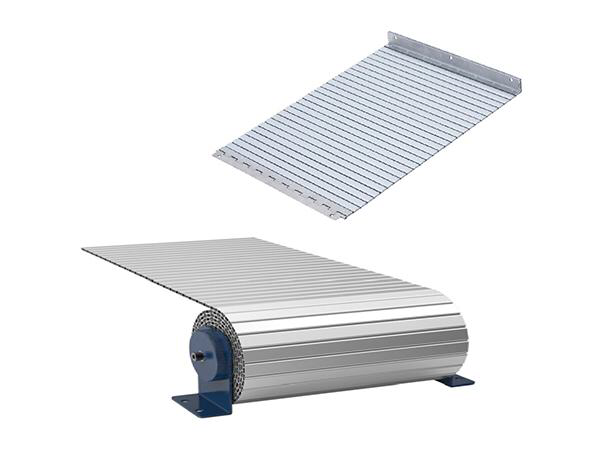
铝型材防护帘(铝帘子)
性能及用途:主要用于保护机床导轨面不受金属屑、冷却液的侵蚀,具有防屑、防冷却液等功能,从而延长机床精度寿命。
特点:本产品利用耐油耐腐橡胶作为连接件并同铝合金条组成,在一般情况下。无须安装导向板,因此,具有体积小、外形美观、结构可靠性好、占用空间小等特点,特别适用于因受空间位置限制而不能使用其它防护装置情况下,采用此裙帘更能体现出其优越性。
防护帘的小弯曲半径为30mm;裙帘的长度( L)与宽度(B)可根据用户需要而加工;


