发动机缸体 发动机缸体焊接铸铁焊接厂家 详细介绍
价格:1000.00起
产品规格:
产品数量:
包装说明:
关 键 词:发动机缸体焊接铸铁焊接厂家
行 业:焊接切割 焊接材料 特种焊接材料
发布时间:2021-11-22
焊接生铁铸铁焊接用普通的电焊机就可以,220V和380V的都可以,只是要根据工件的重要性选择相应的焊接材料和焊接工艺。
如果是普通的生铁(指的是没有太大的价值的铸铁件)一般选用热焊的工艺,预热550度左右,然后用506的焊条焊接,时间稍微长一些。
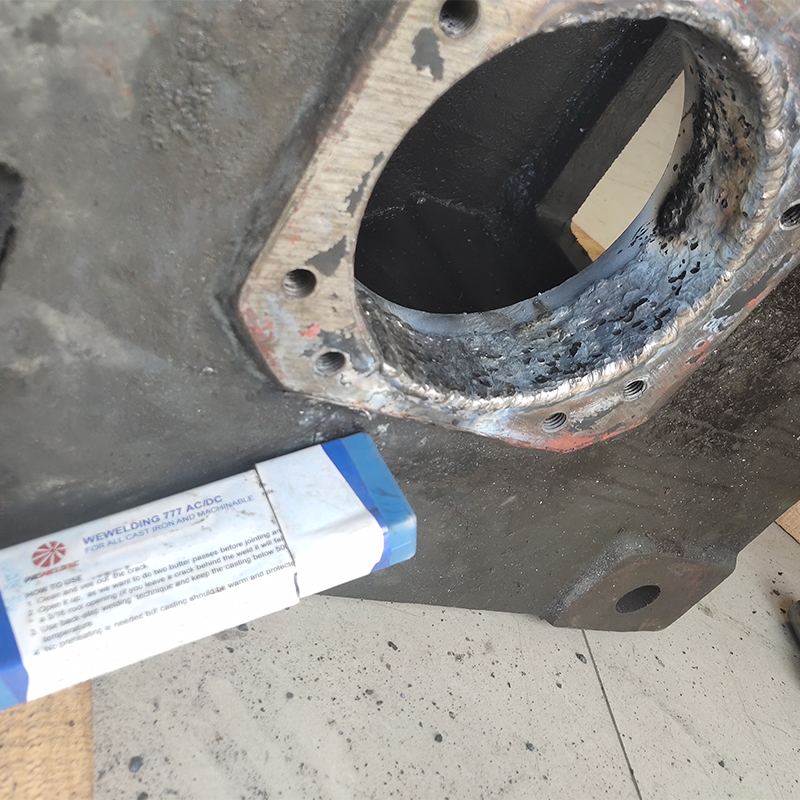
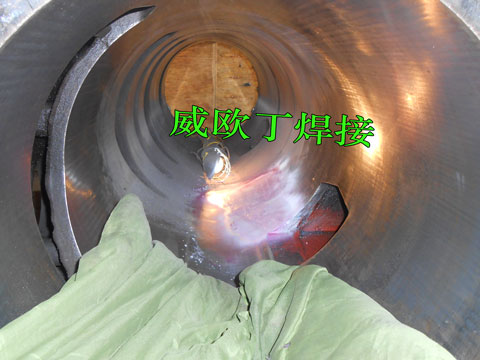
如果是重要的有价值的生铁件一般选用冷焊的工艺焊接,就是不用预热,不用保温处理,但是这个选用选用抗裂性能比较好的生铁焊条,比如WEWELDING 777铸铁焊条,然后采用缝补冷焊工艺焊接这种有修复价值的产品就安全,焊条直径选用3.2毫米直径,焊接电流100A左右,避免大的热输入量。

因为生铁从其的成型方式,及组织结构,含碳量来说是不可以像熟铁那样焊接的,因为焊接的时候应力是总是存在的,晶粒比较粗大,含碳量高,淬火倾向大,当然容易裂纹了,所以重要的生铁件基本上都是采用重要的铸铁焊条来焊接的,并且采用冷焊工艺来焊接的,比如WEWELDING777的铸铁冷焊工艺
焊接生铁用不锈钢的焊条是不可以的,如果选用不锈钢焊条,容易形成碳化铬的硬层,脆性强,裂纹倾向大,这种要用普通的碳钢比如J506电焊条或者铸铁焊条WEWELDING777。根据生铁件的重要性选择不同的焊条,重要的铸铁件用WEWELDING777特种铸铁焊条,成本高,但是成功率和焊接后的机械强度也高,普通的铸铁件用J506焊条便宜,但是风险性要高一些。

不锈钢焊条焊条不 可以焊接生铁,生铁焊接主流是两种焊接方式
方式一:是采用碳钢J506的焊条焊接,小电流焊接,采用热焊的模式,对母体做预热处理,焊后保温缓冷。
方式二:是采用铸铁焊条焊接,这个时候采用抗裂性能稍微好一些的,比如WEWELDING777的铸铁焊条,这个时候就 可以采用冷焊的工艺,焊接的时候不用预热母体,焊接后不用保温处理,缩减了焊接工艺,一般使得铸铁设备的检修变得可能。