首页 > 供应商机 > 穿线拖链 上海机床穿线钢铝拖链 南通定做钢制拖链推荐
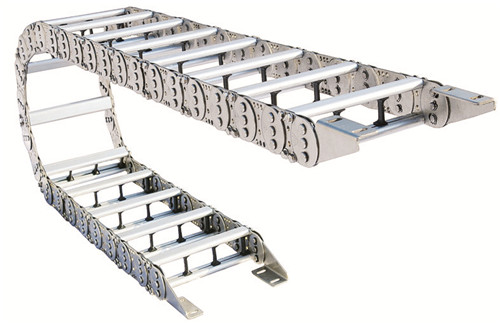
穿线拖链 上海机床穿线钢铝拖链 南通定做钢制拖链推荐
价格:100.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:上海机床穿线钢铝拖链
行 业:五金 机械五金 机床附件
发布时间:2021-11-21
钢铝拖链起源于我们伟大的中国,具体时间应该是解放**年的1948年。由于我们伟大的祖国在进步,经济也在高速发展,但劳动力的缺乏推动了自动化机械设备的快速发展,然而自动化的核心部件就是钢铝拖链,钢铝拖链成为了自动化机械的核心骨,离了它再的设备也是一堆废铁,所以就是因为钢铝拖链的重要性才使得如今的钢铝拖链产品霸具一方,巨大的发展投投资空间让诸多的投资人和企业的目光投向了钢铝拖链的研发和制造当中来。雨后春笋也就指的像钢铝拖链一样仿佛在一夜间遍布开花。
接触,因此弹性变形而压贴门槛外板部13。以这种方式,门槛密封条本体52对侧门21与门槛板12之间的空间进行密封。
以上述方式将门槛密封条51固定于门内板24和安装基部35。据此,与门槛密封条51只固定于门内板24的情况相比,本实施例的门槛密封条51不易变形,并且使门槛密封条51的形状稳定。由三个片即上片53和两个侧片54、55构成门槛密封条本体52,并且该门槛密封条本体52具有三角形截面。因此,以改进的可靠性使门槛密封条本体52的形状稳定。壁部41布置在门槛密封条本体52的外侧片54的外侧,并且在其附近。壁部41形成为门缝密封条31的基底部32的一部分,并因此具有较高刚性。结果,当侧片54的前端向外变形时,壁部41接触外侧片54,因此,限制侧片54的进一步向外变形。
中所示,侧门21设置于机动车10的车身11于车辆宽度方向的各侧。门铰链22位于侧门21的前端,各侧门21由车身11通过门铰链22以转动方式支撑。转动侧门21,从而选择地打开及关闭车身11中所形成的用于上车及下车的开口(未示出)。各侧门21包括门外板23和门内板24,门外板23和门内板24分别形成侧门21于车辆宽度方向的外侧部分和内侧部分。在门外板23和门内板24中除上部之外的边缘处,使门外板23和门内板24结合在一起。在各门内板24下端于前后方向的数个位置处,形成通孔25。,竖向延伸的门缝密封条31安装于门内板24的前端。门缝密封条31用以密封防护板15 (其为车身11的组件)与门外板23之间的空间,并且包括基底部32和密封唇33。基底部32使用硬质塑料如聚丙烯(PP)通过成型形成为板状形状。密封唇33使用比形成基底部32的塑料软的塑料如热塑性烯烃(TPO)形成。密封唇33与基底部32 一体方式形成,并且密封唇33从基底部32的前端部向外向前延伸。密封唇33通过嵌件成型形成为这种形状,嵌件成型中例如将基底部32布置在模具中作为嵌件,然后,将TPO注入模具作为模塑材料。
门缝密封条31布置成,使得基底部32从内侧与门内板24重叠。卡子34安装于基底部32于竖向的数个部分处,利用卡子34将门缝密封条31固定于门内板24。关闭侧门21时,密封唇33接触防护板15,并因此弹性方式变形,从而终压贴防护板15。由此密封防护板15与门外板23之间的空间。
,门槛板12构成车身11中在关闭侧门21时面对侧门21下端部的部分。门槛板12包括门槛外板部13和门槛内板部14,门槛外板部13和门槛内板部14分别构成门槛板12于车辆宽度方向的外侧部分和内侧部分。在门槛外板部13和门槛内板部14的上缘以及下缘处,使门槛外板部13和门槛内板部14结合在一起。中所示,门槛密封条51安装于门内板24的下端部,以在关闭侧门21时密封门内板24与门槛外板部13之间的空间。体而言,朝车辆内部凸出的安装基部35与各门缝密封条31的基底部32的下端一体方式形成。安装基部35包括平的斜壁部36、平的底壁部37、以及一对平的相对壁部39。斜壁部36倾斜成,使得斜壁部36在向下方向上从基底部32越来越向内分隔开。底壁部37从斜壁部36的下端向外延伸。相对壁部39从前方和后方封闭由斜壁部36和底壁部37所形成的空间。底壁部37的下表面成形为平坦的,以形成接纳表面37a,门槛密封条本体52的前端安装于该接纳表面37a。底壁部37具有于竖向延伸贯穿底壁部37的孔38。平的壁部41从安装基部35的接纳表面37a的外缘向下延伸。门槛密封条51包括:门槛密封条本体52,其具有长条形状;以及卡子57和*二卡子58,其安装于门槛密封条本体52的数个位置处。通过按预定尺寸将中空挤出物(其通过挤出成型形成)切成区段,形成门槛密封条本体52。门槛密封条本体52包括上片53和一对侧片54、55。上片53于车辆宽度方向沿底壁部37延伸。侧片54、55从上片53的车辆宽度方向处于相反位置的侧缘大体向下延伸,并且在下缘处结合到一起。上片53与侧片54,55形成为门槛密封条本体52,使得门槛密封条本体52具有大致三角形截面。上片53前端的平坦上表面构成安装表面53a。门槛密封条本体52的处于相反位置的纵向端52a以未经机械加工(包括后整形或修整)的状态使用,因此,该处于相反位置的纵向端52a维持处于通过上述切割带来的开口状态。从门槛密封条本体52的内侧向上,将卡子57安装于上片53的前端,并且从中穿过。将*二卡子58安装于门槛密封条本体52的上片53中向后与卡子57分隔开的对应部分,并且从中穿过。*二卡子58从门槛密封条本体52内侧向上凸出。
安装表面53a (其位于上片53前端的上表面上)的大致整个部分保持与接纳表面37a(其沿着安装基部35的下表面)处于接触的状态下,使卡子57从下方穿过孔38。在此状态下,壁部41位于侧片54前端的外侧,并且在其附近。上片53中从卡子57向后隔开的部分保持与门内板24处于接触。在此状定于安装基部35,以及(ii)*二固定,将上片53固定于门内板24,从而将门槛密封条51安装于侧门21。呈现提高的刚性。结果,即使承受外力时,上片53中固定于安装基部35的前端也不易变形。在*二固定处,上片53保持与门内板24处于接触。在此状态下,将*二卡子58从下方穿过通孔25,以将上片53固定于门内板24。以这种方式,在维持与门内板24处于接触的状态下,将上片53固定于门内板24,该门内板24具有提高的刚性。结果,即使承受外力时,上片53也不易变形。关闭侧门21时,门槛密封条本体52在侧片55 (其为内侧片)处与门槛外板部13

本实用新型的目的在于提供机器人外壳,旨在解决现**器人外壳所存在的加工误差大、曲面造型复杂、重量大、体积大和不满足高强度力学条件的问题。
为解决上述技术问题,本实用新型提供了机器人外壳,包括具有内腔的塑料外壳以及支撑于所述内腔中且用于安装设备的金于塑料外壳的内腔中,再将设备安装于金属内框架上,这样,金属内框架将对设备形成较高的支撑强度,而塑料外壳又便于进行复杂的曲面造型。相比较现有采用钣金外壳而言,其塑料外壳的加工误差小,便于进行复杂的曲面造型,满足各种外观曲面的需求,并且,在满足高强度力学条件的情况下,其重量较小;相比较现有采用金属外壳而言,其塑料外壳的曲面成型简单,个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。还需要说明的是,本实施例中的左、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。支撑强度,而塑料外壳11又便于进行复杂的曲面造型。相比较现有采用钣金外壳而言,其塑料外壳11的加工误差小,便于进行复杂的曲面造你型,满足各种外观曲面的需求,并且,在满足高强度力学条件的情况下,其重量较小;相比较现有采用金属外壳而言,其塑料外壳11的曲面成型简单,成本低,在金属内框架12满足高强度的使用要求的情况下,但金属材料的使用少,机器人外壳10的整体质量小;而相比较现有采用玻璃钢外壳或塑料外壳11而言,其在保证机器人外壳10整体质量较小的情况,金属内框架12能够承受较高强度的力学条件,不易发生变形破损,机器人能够较好地正常工作。
关于塑料外壳11具体结构的优选实施方式,如图3所示,塑料外壳11包括**部111及由**部111的周缘向下延伸的侧部112,内腔由**部111及侧部112围成。这样,使得内腔具有较大的安装空间,其先将金属内框架12支撑于内腔中,再将设备安装于金属内框架12上,能够提高机器人外壳10的整体空间利用率。
如图3所示,为了使得金属内框架12更好地与塑料外壳11的内腔相适,以充分利用内腔的安装空间,金属内框架12包括**框121及由**框121的周缘向下延伸的侧框边122,**框121抵**于**部111的内侧,侧框边122与侧部112相抵接。
具体地,为了便于安装设备,**框121上设有用于安装设备的安装孔。当然,金属内框架12可单承载设备。
如所示,为了使得金属内框架12与塑料外壳11的装配稳固,**部111设有沉头孔113,**框121上设有与沉头孔113相对的螺孔123,沉头孔113和螺孔123通过沉头螺钉13连接。细化地,,为了保证沉头孔113与螺孔123的连接稳固,螺孔123的侧壁设有与螺孔123相通的胶槽胶槽中设有用于胶封沉头螺钉13的密封胶14。这样,沉头螺钉13将稳稳地将金属内框架12和塑料外壳11连接,而不易从沉头孔113和螺孔123中脱落。密封胶14为密封胶14。,为了进一步地保证沉头螺钉13稳固连接金属内框架12和塑料外壳11,沉头螺钉13的头部外侧设有用于将沉头螺钉13覆盖于沉头孔113中的密封层。该密封层可为腻子膏或密封胶14。此外,密封层的外表面可经过打磨,使得密封层的外表面与**部111的外表面平齐,由于材料的热胀冷缩属性,即塑料外壳11与金属内框架12的膨胀系数不同,因此,为了避免在曲面造型过程中,材料的热胀冷缩属性对机器人外壳10的整体造型造成影响,**框121与侧边框的过渡连接处形成外斜角126,**部111与侧部112的过渡连接处形成内斜角117,外斜角126与内斜角117相对设置,外斜角126与内斜角117之间存在间隔。这样,由于间隔的存在,使得塑料外壳11的内斜角117和金属内框架12的外斜角126能够于间隔中自由伸缩,保证了**框121外斜角126和**部111内斜角117的支撑强度,从而保证了机器人外壳10转角处的支撑强度。此外,该间隔可根据塑料及金属材料各自膨胀系数及使用温度计算得出。
如为了保证金属内框架12与塑料外壳11于侧面的连接稳定性,侧部112的内侧面上设有定位柱114,侧框边122与定位柱114相对的位置上设有用于与定位柱114配合的导向定位孔124。这样,通过定位柱114与导向定位孔124的定位配合,金属内框架12与塑料外壳11的侧面连接强度得到了提高。,为了进一步地提高金属内框架12与塑料外壳11的侧面连接强度,定位柱114套设有软质垫圈115,软质垫圈115设于侧部保证金属内框架12与塑料外壳11之间不存在相对移动或晃动。
以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。

近年来,机器人得到了大规模的应用。在机器人的研发和使用过程中,由于机器人部件不能在外,因此,通常机器人会设置外壳。
现有的机器人外壳通常有四种,有钣金外壳、金属外壳、玻璃钢外壳及塑料外壳,但其仍然存在这样的问题:采用钣金外壳时,其外壳的加工误差较大,无法进行复杂的曲面造型,满足不了各种外观曲面的需求,且在满足高强度力学条件的情况下,其重量、体积较大;采用金属外壳时,其外壳的曲面成型麻烦,结构复杂,成本高,虽然能够满足高强度的使用要求,但金属材料密度较大,增加了机器人外壳的整体质量;而采用玻璃钢外壳或塑料外壳,尽管相对于金属外壳,其整体质量较小,但却不能够承受高强度的力学条件,容易发生变形破损,影响整机性能,严重时使机器人无常工作。
槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面较易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,较易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机**个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100改为99,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8改为R7,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79改为80,下边宽度由97改为94,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30、80#槽钢为0.20~0.35、100#槽钢为0.25~0.35,120#槽钢为0.25~0.40,并做出厚度为0.20~1.00的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。

