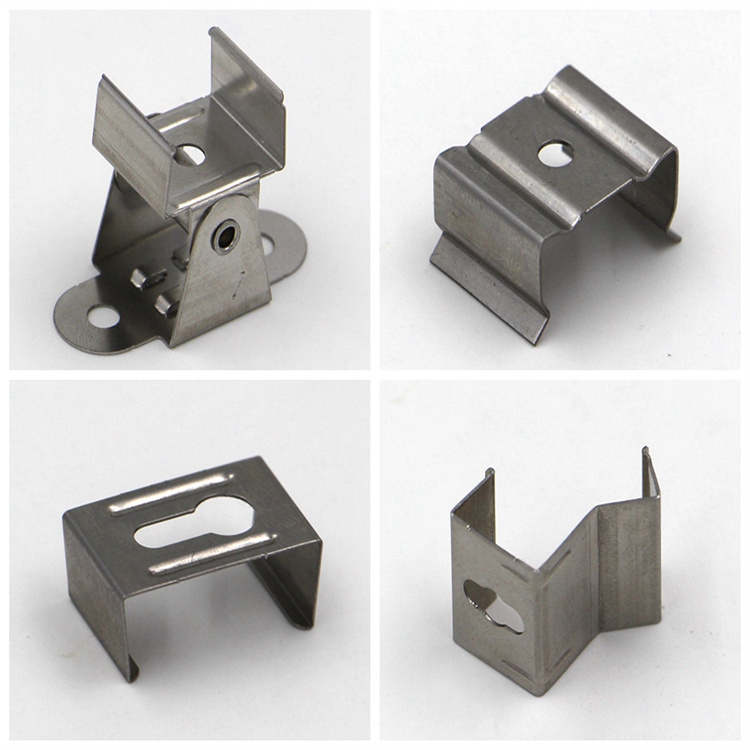
奉节五金样件定制批发 汽车五金配件 可定制各种规格
价格:0.60起
产品规格:
产品数量:
包装说明:
关 键 词:奉节五金样件定制批发
行 业:加工 金属加工 冲压加工
发布时间:2021-11-02
重庆金匠精密模具有限公司是一家以五金冲压加工及生产型企业,主营:各类精密五金冲压模具、五金冲压弹片、汽车五金配件、精密拉伸件、五金夹子、散热片移动电源外壳等。并且为客户提供设计及绘图服务,在产品设计上减少修改,缩短开发周期,解决模具及零件设计与加工的后顾之忧,使产品能更快推向市场。
五金冲压件的分离方法
1、间隙过大是导致废料分离不彻底的原因之一,或者产生很大的毛刺,落料尺寸取决于凹模尺寸,间隙取决于凸模上;
2、废料刀口的高度不够,或者过低,都会导致在修边时出现上下刀口接触不良,从而引起废料与五金冲压件产品分离不彻底;可补焊废料刀或者增加废料刀的安装座的高度;
3、一般在调试阶段,由于模具状态不稳定,出现的五金冲压件闭合高度不过等;

五金冲压就是利用冲床及模具将不锈钢,铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。
五金冲压有时也称板材成形, 但略有区别。所谓板材成型是指用板材、薄壁管、薄型材等作为原材料进行。塑性加工的成形方法统称为板材成形,此时,厚板方向的变形一般不着重考虑。
就是利用冲床及模具将铁,铝,铜等板材及材使其变形或断裂,达到具有一定形状和尺寸的一种工艺。

五金冲压常见问题处理
1,粘合、刮痕:由于材料与凸模或凹模摩擦而在制件或者模具表面出现的不良;
2,毛刺:主要发生于剪切模和落料模,刃口之间的间隙或大或小时会产毛刺;
3,线偏移:制件成形时,先与模具接触的部位被挤压并形成了一条线;
4,凸凹:开卷线有异物(铁屑、胶皮、灰尘)混入引起凸凹;
5,曲折:由于应力不均匀、拉延筋匹配不良或者压机滑块控制不良等造成制件r角部位或者压花部位发生曲折、应变;
6,:由于压机滑块调整不良、压机精度低、气垫压力调整不合适、冲头或者r部位大等原因引起边缘或r部位。

冷冲压件一般不再经切削加工,或仅需要少量的切削加工。热冲压件精度和表面状态低于冷冲压件,但仍优于铸件、锻件,切削加工量少。
重庆金匠精密模具有限公司结合多年的生产实践经验,以品质为基础,以市场需求为导向,并与国内外多家研究机构密切合作,使**能实时运用在公司产品中,公司的生产工艺,完善的管理制度,可靠的质量控制系统以及认真、快捷、尽善尽美的服务,深得国内外客户的认同和支持。