

价格:面议
0
联系人:
电话:
地址:
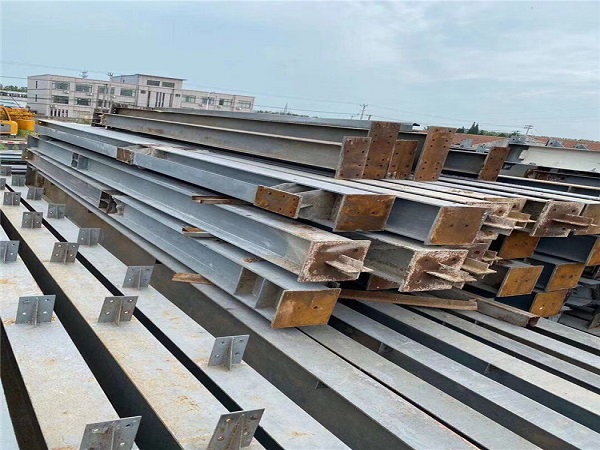
钢结构操作工艺 号料前必须了解原材料的材质及规格,检查原材料的质量。不同规格、不同材质的零件应分别号料。并依据先大后小的原则依次号料。样板样杆上应用油漆写明加工号、构件编号、规格,同时标注上孔直径、工作线、弯曲线等各种加工符号。放样和号料应预留收缩量(包括现场焊接收缩量)及切割、铣端等需要的加工余量:铣端余量:剪切后加工的一般每边加3-4mm,气割后加工的则每边加4-5mm。切割余量:自动气割割缝宽度为3mm,手工气割割缝宽度为4mm。焊接收缩量根据构件的结构特点由工艺给出。
碳素结构钢的零件边缘,在手工切割后,其表面应做清理,不能有超过1.0mm的不平度。构件的端部支承边要求刨平顶紧和构件端部截面精度要求较高的,无论是什么方法切割和用何种钢材制成的,都要刨边或铣边。施工图有特殊要求或规定为焊接的边缘需进行刨边,一般板材或型钢的剪切边不需刨光。钢结构零件边缘进行机械自动切割和空气电弧切割之后,其切割表面的平面度,二手钢结构价格,都不能超过1.0mm。主要受力构件的自由边,在气割后需要创边或铣边的加工余量,二手钢结构回收,每侧至少2mm,应刺等缺陷。
材料要求 钢结构使用的钢材、焊接材料、涂装材料和紧固件等应具有质量证书,长沙二手钢结构,必须符合设计要求和现行标准的规定。进厂的原材料,除必须有生产厂的出厂质量证明书外,并应按合同要求和有关现行标准在甲方、监理的见证下,进行现场见证取样、送样、检验和验收,做好检查记录。并向甲方和监理提供检验报告。在加工过程中,如发现原材料有缺陷,必须经检查人员、主管技术人员研究处理。





