产品规格:
产品数量:
包装说明:
关 键 词:苏州钣金加工中心
行 业:机床 机床加工合作 金属加工
发布时间:2021-10-20
批量零件加工精度差,一般是由于安装调整时,各轴之间的进给动态根据误差没调好,或由于使用磨损后,机床各轴传动链有了变化,想学UG编程在QQ群304214709领取UG资料。可经过重新调整及修改间隙补偿量来解决。
两轴联动时的圆度**差
(1)圆的轴向变形
这种变形可能是机械未调整好造成的。轴的定位精度不好,或是丝杠间隙补偿不当,会导致过象产生圆度误差。
(2)斜椭圆误差
这时应首先检查各轴的位置偏差值。如果偏差过大,可调整位置环增益来排除。然后检查旋转变压器或感应同步器的接口板是否调好,再检查机械传动副间隙是否太大,间隙补偿是否合适。

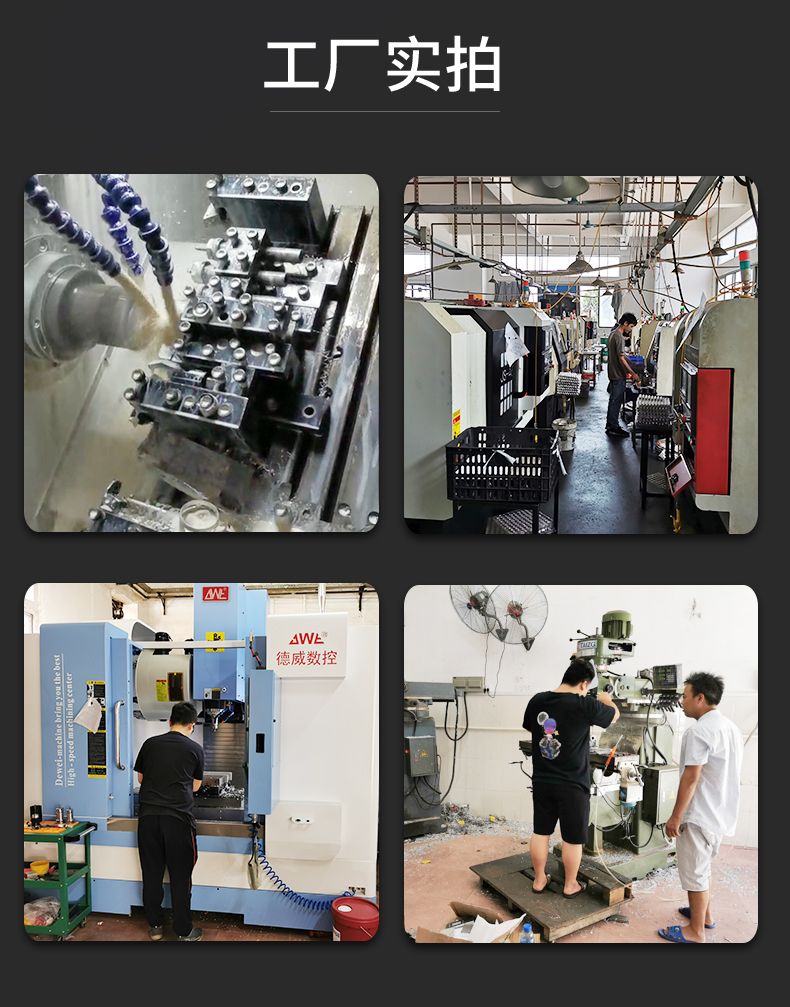
主要检测设备:投影仪,二次元,三次元,高度仪,千分尺,百分表,大理石平台。
加工特点:批量,单件,配套加工。
加工模式:按图(按样)加工。
加工精度:±0.01mm,同心度⊙0.005mm;平行度∥0.003mm;垂直度⊥0.003mm
品质控制:产品品质稳定、服务品良、客户意愿满足。
出货标准:a,满足图纸要求;b,满足客户常规要求;c,满足出货标准。
随着当今社会的发展,钣金业也随之迅速发展,现在钣金涉及到各行各业,对于任何一个钣金件来说,它都有一定的加工过程,也就是所谓的工艺流程,要了解钣金加工流程,首先要知道钣金材料的选用。


