阿坝五金模具定制 精密五金冲压模具 来图加工定制
价格:280.00起
产品规格:
产品数量:
包装说明:
关 键 词:阿坝五金模具定制
行 业:加工 金属加工 冲压加工
发布时间:2021-10-19
冲压模的分类:
1、复合模:冲压件的内外形相互位置精度高,适合于大批量生产。
2、导板式:精度比敞开模高,适于开头简单,工件尺寸不大的冲裁件。要求压力机行程不大于导板厚度。
3、敞开模:结构简单,尺寸小、重量轻、制造易、成本低、但寿命低、精度差、适于精度要求不高,开头简单,小批量或试制的冲裁件。
精密冲压厂
4、导柱式:导柱导向保证冲裁间隙均匀,冲裁件的工件尺寸精度高,模具使用寿命长,安装方便,适于大批量生产。
5、连续模:条料要求定位,使内孔与外形相互位置精度得到保证。生产率高,具有一定的冲裁精度,适于大批量生产。
以上就是关于冲压模具的工作原理,以及冲压模分类介绍,我们对于它的工作原理要掌握好,这样我们在工作的时候就快速的完成。
很多冲压厂在进行冲压件加工时,经常会出现废品率过高的情况,当废品率高时,不仅造成生产成本的提高而且也不符合节能环保的理念。现在冲压行业竞争本身就这么激烈,利润已经被压缩的很厉害,如果废品率居高不下,可能一批订单做完不仅没利润还会赔钱。所以解决冲压件废品率过高的问题,就显得尤为重要了。要解决这一问题,首页要知道导致废品率高的原因是什么?这样才能对症解决。那么冲压件废品率过高到底是什么原因引起的呢?

正确选择压力机
为了提高冲压模具的耐用度,应选取精度较高及刚性较高的压力机,并使其冲压吨位大于冲压力百分之三十以上。正常来说,使用伺服冲床可相应提高模具寿命在几倍至几十倍以上。
合理使用及维护冲压模具
为了提高冲压模具耐用度,操作者必须合理的使用及维护冲压模具,对冲压模具应经常进行维修,以防止冲压模具带病工作。
以上就是我们整理的提高冲压模具耐磨度的几个常用方法,提高耐磨度的意义不仅能让冲压模具的使用寿命增加,降低模具企业的生产成本,更能保证生产出来的产品的质量,提高生产效率。
冲压模具的寿命长短,全由这几条决定!
1.模具材质不好在后续加工中容易碎裂
2.热处理:淬火回火工艺不当产生变形
3.模具研磨平面度不够,产生挠曲变形
4.设计工艺:模具强度不够,刀口间距太近,模具结构不合理,模板块数不够无垫板垫脚
5.线割处理不当:拉线线割,间隙不对,没作清角
6.冲床设备的选用:冲床吨位,冲裁力不够,调模下得太深
7.脱料不顺:生产前无退磁处理,无退料梢;生产中有断针断弹簧等卡料
8.落料不顺:组装模时无漏屎,或滚堵屎,垫脚堵屎
9.生产意识:叠片冲压,定位不到位,没使用吹气,模板有裂纹仍继续生产

在生活中,我们常常都用着冲压件,我们知道冲压模具是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。下面,我们来看看冲压模具工作原理及导致废品率过高的原因。
精密冲压厂
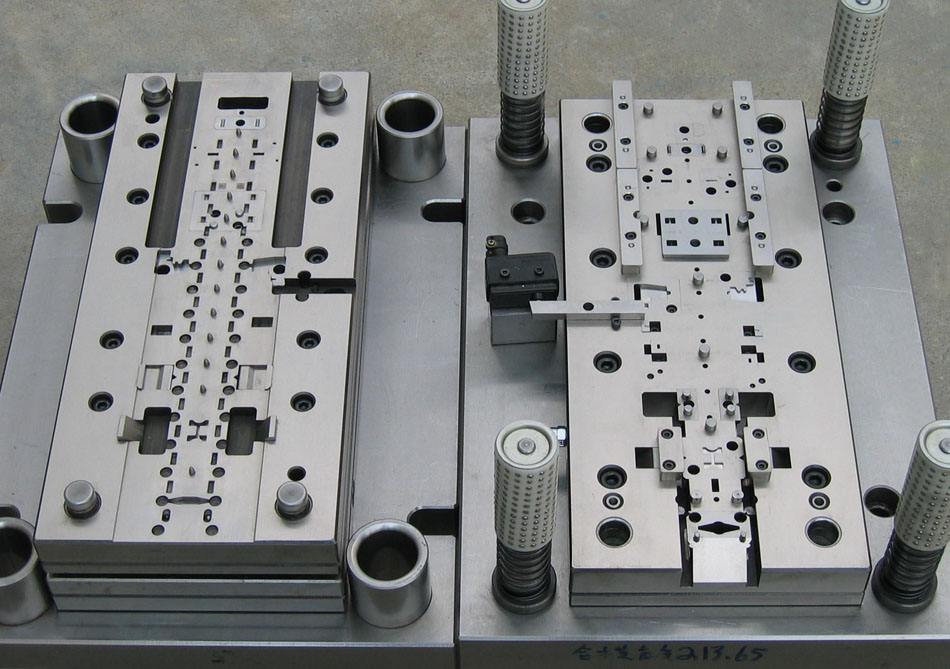
一、冲压模的工作过程:
落料冲裁模,其工作原理如下,直接或问接固定在上模上的组成模具的上模, 它通过模柄与冲床滑块相联结。固定在下模上的零组成了模具的下模,并利用压板固 定在冲床的工作台上。上模与下模通过导、导导向。工作时,条料靠着挡料送进定位, 当上模随滑块下降时,卸料先压住板料,接着凸冲落凹上面的材料获得工件。这时工 件卡在凸模与**块之闻,废料也紧紧箍在凸模上。在上模回升时,工件由**块靠**板 借弹簧的弹力从凹模洞口中**出;同时箍在凸模上的废料,由卸料板靠弹簧的弹力卸 掉,再取走工件,至此完成整个落料过程。再将条料送进一个步距,进行下一次冲裁 落料过程,如此往复进行。