

价格:面议
0
联系人:
电话:
地址:
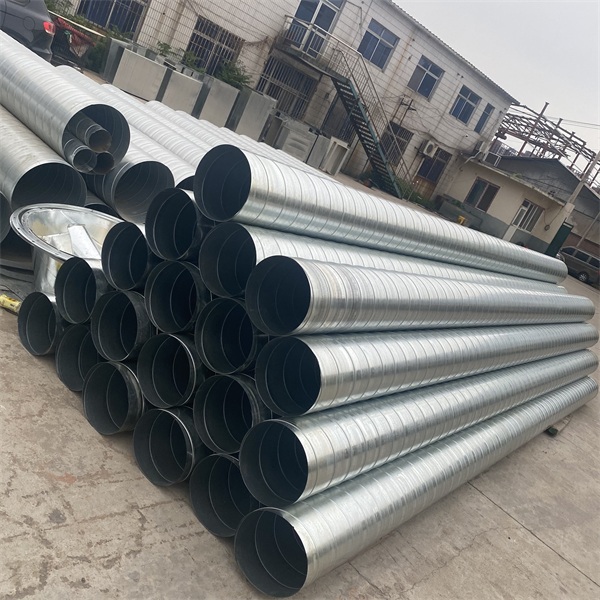
【君亿贝为您推荐明星产品--螺旋风管】
(7)安全密封圈防漏系统,使用螺旋压制楞筋工艺
该工艺能使螺旋风管具有佳的承受压力,咬口潜缝厚度是管体的四倍,增加了管道的刚性和优越性,并能承受大压力负荷而无损伤变形。并且,用材厚度可减小15%,降低了成本。
(8)保温用材少
由于螺旋风管周长短,保温用材也可相应减少。
【君亿贝为您推荐明星产品--螺旋风管】
厚度
螺旋风管及管件的材料厚度偏差不能大于±0.5mm,超出规定的,视为不合格件。
外观质量
(1)表面质量
表面不能出现裂缝、结疤、折叠以及其它深度超过标称壁厚偏差的缺陷。对于无法判明深度的缺陷,螺旋风管加工,应采用修磨法进行完全清除,然后测量。
(2)摔坑
管壁上不能有深度超过6.4mm的摔坑,螺旋风管,摔坑长度不能超过5mm。凹陷部分如有尖锐划伤时,应将尖锐划伤磨去,螺旋风管批发,且凹陷深度不得超过3.2mm。
【君亿贝为您推荐明星产品--螺旋风管】
操作规定
(1)焊接区要注意防风,以防吹散,从而影响气保护的效果和焊接质量。
(2)采用钨极弧焊时,对焊缝背面也要用气进行保护,螺旋风管生产厂家,以防焊缝根部在高温下发生氧化,从而产生焊接缺陷。
(3)焊接时层间温度不能低于100℃,多层焊时,前道焊缝表面应用不锈钢丝刷刷清后再焊后道。
焊缝检验
焊缝表面不允许存在裂纹、气孔、缩孔、未熔合、未焊透和连续咬边等缺陷,且焊缝表面不能低于母材。




