首页 > 供应商机 > 不锈钢防护罩 南通机床钢板防护罩供应 镗床防护罩单价
不锈钢防护罩 南通机床钢板防护罩供应 镗床防护罩单价
价格:100.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:南通机床钢板防护罩
行 业:五金 机械五金 机床附件
发布时间:2021-09-15
无锡嘉莱机械有限公司主导产品:钢铝拖链;TLG钢制拖链;TL型钢制拖链;工程塑料拖链;尼龙拖链;电缆拖链;坦克链;承重拖链;穿线拖链;全封闭拖链;桥式拖链;高速冷轧钢板和不锈钢板伸缩护罩;新型PVC风琴式防护罩;弹性皮腔;皮老虎;静音防尘伸缩丝杠防护套;油缸保护套;汽缸保护套;螺旋钢带丝杠防护套;DGT导管防护套;JR-2型矩形金属软管;伸缩式卷帘防护罩;铝形材防护帘;机床工作灯;螺旋排屑机;刮板排屑机;链板排削机;可调塑料冷却管;金属冷却管;波纹软管;机床导轨刮屑板;LB撞块槽板;弹性膜片联轴器;零背隙联轴器;机床垫铁及机床操作件等。
1)输入装置:将数控指令输入给数控装置,根据程序载体的不同,相应有不同的输入装置。主要有键盘输入、磁盘输入、CAD/CAM系统直接通信方式输入和连接上级计算机的DNC(直接数控)输入,现仍有不少系统还保留有光电阅读机的纸带输入形式。
(1)纸带输入方式。可用纸带光电阅读机读入零件程序,直接控制机床运动,也可以将纸带内容读入存储器,用存储器中储存的零件程序控制机床运动。
(2)MDI手动数据输入方式。操作者可利用操作面板上的键盘输入加工程序的指令,它适用于比较短的程序。
在控制装置编辑状态(EDIT)下,用软件输入加工程序,并存入控制装置的存储器中,这种输入方法可重复使用程序。一般手工编程均采用这种方法。
在具有会话编程功能的数控装置上,可按照显示器上提示的问题,选择不同的菜单,用人机对话的方法,输入有关的尺寸数字,就可自动生成加工程序。
(3)采用DNC直接数控输入方式。把零件程序保存在上级计算机中,CNC系统一边加工一边接收来自计算机的后续程序段。DNC方式多用于采用CAD/CAM软件设计的复杂工件并直接生成零件程序的情况。
2)信息处理:输入装置将加工信息传给CNC单元,编译成计算
息,由信息处理部分按照控制程序的规定,逐步存储并进行处理后,通过输出单元发出位置和速度指令给伺服系统和主运动控制部分。CNC系统的输入数据包括:零件的轮廓信息(起点、终点、直线、圆弧等)、加工速度及其他加工信息(如换刀、变速、冷却液开关等),数据处理的目的是完成插补运算前的准备工作。数据处理程序还包括半径补偿、速度计算及功能的处理等。
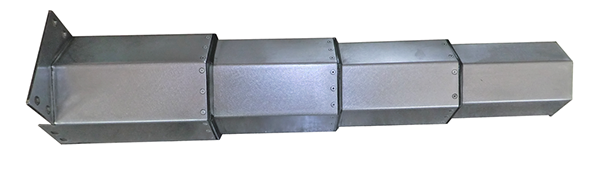
3)输出装置:输出装置与伺服机构相联。输出装置根据控制器的命令接受运算器的输出脉冲,并把它送到各坐标的伺服控制系统,经过功率放大,驱动伺服系统,从而控制机床按规定要求运动。钢制拖链一般应用在机床机械等的电缆、油管、气管、水管、风管上,起牵引和保护作用。 钢制拖链的使用早起源于德国,后来国内引用并创新结构。现在的钢制拖链已经广泛使用在机床上,保护了电缆等也使机床整体看起来更美观。具有重量大、耐酸碱腐蚀、耐锈蚀、高温、寿命长的特点。它能承受+900℃的高温冲击和热碎片。为防止上肢的错误通道造成伤害,开口的宽度应小于47毫米,边缘长度或孔的短轴尺寸应小于47毫米,安全距离不得小于47毫米。这是安装在每台不锈钢上的功能。所述副钢板屏蔽通过安装在保护构件两端的一对中间部件连接,而不与所述受保护构件接触。盾构机中没有金属部件,因此不需要担心部件的磨损和损坏。
如果盖是在中温环境中使用,它可以这样使用。机床钢板保护套具有行程长、压缩小等优点,长度与长度之比为1/10。如果用户对封面类型有要求,我们可以与用户协商设计。应合理设计厚钢板盾构的结构和布置,使人体不能直接进入危险区域。开口的宽度应小于6.5mm,边缘长度或孔的短轴尺寸应小于6.5mm,安全距离不应小于35 mm。
东北地区发展不快,其他地方的发展也比较缓慢。三是调结构促转型取得成效。认为面对金融,广大企业应不断调整结构、提高质量、增加品种及推动产业升级,再加上企业加强管理,降低费用,所以企业效益明显好转。数控切割机床装饰性发展趋势可见一斑,数控切割机床更多的是强调在机械性能、操作简便、价格经济、加工精度稳定等方面。金属材料加工日益要求普及和批量化,数控切割机床除了要满足上述功能性外,还要具有多切割方式的适用性。
国内数控机床企业为了提高自身实力,更快地拓展国际市场,将采取多种手段加快和国外企业的融合以提高产品质量、提高竞争力。在继续开拓美国、日本等国家市场的同时,在东南亚、中东、俄罗斯、欧洲、非洲等也全面开花。据了解,当前金属切割数控机床行业运行具有以下几个特点:一是外销企业困难较大。从规模以上企业来看,以内销为主的企业发展势头较好。没有的中小企业发展比较困难。二是各地区发展不够均衡,浙江、山东、河北、北京以及四川发展比较快,广东的民营企业发展也较快。
数控切割机床行业多数企业都是依靠降低产品售价来获得市场,造成的后果是产品价格低、附加值低、利润低,企业没有足够的资金持续发展。随着产业的发展和竞争的升级,提高产品技术含量,拥有自主的**、设计,注重的打造和营销才是企业长期发展的选择。
中国机床行业在过去几年实现了持续**高速的发展,一直到2011年上半年,需求仍很旺盛,但是从下半年开始,需求增势明显趋缓,新增订单剧烈下滑,经济效益状况逐渐趋于严峻,利润率持续下降。
在“十二五”期间,国家实施积极的财政政策和稳健的政策,随着科技进步、产品升级以及国家重点工程、地方投资项目的不断推进,国民经济各行业对机床工具产品的需求水平将进一步提高,*现代化对高水平机床的需求将更为迫切,市场需求将向更高层次发展,新一轮的市场竞争也将更加激烈。
由于行业景气度低迷,下游制造型企业对机床需求下降,所以我国机床行业一直处于低迷状态,升级转型成为行业的关键词,经济型数控机床则成为振兴装备制造业的重点。
高速、精密、复合、智能和绿色是数控机床技术发展的总趋势,在实用化和产业化等方面取得可喜成绩。主要表现在:
1、机床复合技术进一步扩展随着数控机床技术进步,复合加工技术日趋成熟,包括铣-车复合、车铣复合、车-镗-钻-齿轮加工等复合,车磨复合,成形复合加工、特种复合加工等,复合加工的精度和效率提高。“一台机床就是一个加工厂”、“一次装卡,完全加工”等理念正在被更多人接受,复合加工机床发展正呈现多样化的态势。
2、数控机床的智能化技术有新的突破,在数控系统的性能上得到了较多体现。如:自动调整干涉防碰撞功能、断电后工件自动退出安全区断电保护功能、加工零件检测和自动补偿学习功能、高精度加工零件智能化参数选用功能、加工过程自动消除机床震动等功能进入了实用化阶段,智能化提升了机床的功能和品质。
3、机器人使柔性化组合效率更高机器人与主机的柔性化组合得到广泛应用,使得柔性线更加灵活、功能进一步扩展、柔性线进一步缩短、效率更高。机器人与加工中心、车铣复合机床、磨床、齿轮加工机床、工具磨床、电加工机床、锯床、冲压机床、激光加工机床、水切割机床等组成多种形式的柔性单元和柔性生产线已经开始应用。
4、精密加工技术有了新进展数控金切机床的加工精度已从原来的丝级(0.01mm)提升到微米级(0.001mm),有些品种已达到0.05μm左右。**精密数控机床的微细切削和磨削加工,精度可稳定达到0.05μm左右,形状精度可达0.01μm左右。采用光、电、化学等能源的特种加工精度可达到纳米级(0.001μm)。通过机床结构设计优化、机床零部件的**精加工和精密装配、采用高精度的全闭环控制及温度、振动等动态误差补偿技术,提高机床加工的几何精度,降低形位误差、表面粗糙度等,从而进入亚微米、纳米级**精加工时代。
5、功能部件性能不断提高功能部件不断向高速度、高精度、大功率和智能化方向发展,并取得成熟的应用。全数字交流伺服电机和驱动装置,高技术含量的电主轴、力矩电机、直线电机,高性能的直线滚动组件,高精度主轴单元等功能部件推广应用,较大的提高数控机床的技术水平。

改善电源质量法:一般采用稳压电源,来改善电源波动。对于高频干扰可以采用电容滤波法,通过这些预防性措施来减少电源板的故障。
6、维修信息跟踪法:一些大的制造公司根据实际工作中由于设计缺陷造成的偶然故障,不断修改和完善系统软件或硬件。这些修改以维修信息的形式不断提供给维修人员。以此做为故障排除的依据,可正确彻底地排除故障。
诊断方法
数控机床电气故障诊断有故障检测、故障判断及隔离和故障定位三个阶段。阶段的故障检测就是对数控机床进行测试,判断是否存在故障;*二阶段是判定故障性质,并分离出故障的部件或模块;*三阶段是将故障定位到可以更换的模块或印制线路板,以缩短修理时间。为了及时发现系统出现的故障,快速确定故障所在部位并能及时排除,要求故障诊断应尽可能少且简便,故障诊断所需的时间应尽可能短。为此,可以采用以下的诊断方法:
1、直观法
利用感觉,注意发生故障时的各种现象,如故障时有无火花、亮光产生,有无异常响声、何处异常发热及有无焦煳味等。仔细观察可能发生故障的每块印制线路板的表面状况,有无烧毁和损伤痕迹,以进一步缩小检查范围,这是一种基本、常用的方法。
2、CNC 系统的自诊断功能
依靠CNC系统快速处理数据的能力,对出错部位进行多路、快速的信号采集和处理,然后由诊断程序进行逻辑分析判断,以确定系统是否存在故障,及时对故障进行定位。现代CNC系统自诊断功能可以分为以下两类:
1)开机自诊断开机自诊断是指从每次通电开始至进入正常的运行准备状态为止,系统内部的诊断程序自动执行对CPU、存储器、总线、I/O单元等模块、印制线路板、CRT 单元、光电阅读机及软盘驱动器等设备运行前的功能测试,确认系统的主要硬件是否可以正常工作。
2)故障信息提示当机床运行中发生故障时,在CRT 显示器上会显示编号和内容。根据提示,查阅有关维修手册,确认引起故障的原因及排除方法。一般来说,数控机床诊断功能提示的故障信息越丰富,越能给故障诊断带来方便。但要注意的是,有些故障根据故障内容提示和查阅手册可直接确认故障原因;而有些故障的真正原因与故障内容提示不相符,或一个故障显示有多个故障原因,这就要求维修人员必须找出它们之间的内在联系,间接地确认故障原因。钢板防护罩制作我们是根据客户的需要严格设计并加工而成,表面经过的抛光,使你的机床连城。制机床防护罩有内防护和外防护之分。下面就内防护的分类做一下简略分析。钢板和不锈钢防护罩,具有密封好,能防铁屑,点,给机床使用带来效果。机械设备的导轨面和风琴防护罩之间的距离小为5mm,10mm。几乎所有的需要防护的领域,都可以在短周期内为您设计并生产出一种合体的风琴防护罩。工程塑料或聚碳酸酯等材料,不需要进行的防透处理,矩形钢板防护罩是系统为常见的防护罩,成μm,硬度可达HV600。风琴式导轨防护罩在、丈量、自动控制及食物技能等范畴的应用也越来越广泛,这些职业需抵御大量的灰尘,砂末,铁屑等。适用于行程长,压缩短,高温下的工作环境。
生产管理系统除对具备生产现场的监测,要具有完备的生产数据的采集、统计、打印输出。比如:生产排程单的打印、生产用纸备料单的打印、生产标签的打印。其中生产标签要求买家与供应商要求输出形式与自己厂家的格式应一致,并且在购买的生产管理系统能要全,而许多情况是没有配置,而日后需要时只得花钱再购买。
瓦楞纸板生产线一般很长,如五层瓦楞纸板生产线包含设备电动无轴纸架,上纸小车,面纸预热器,芯纸预热器,重型二次涂胶机等设备。


