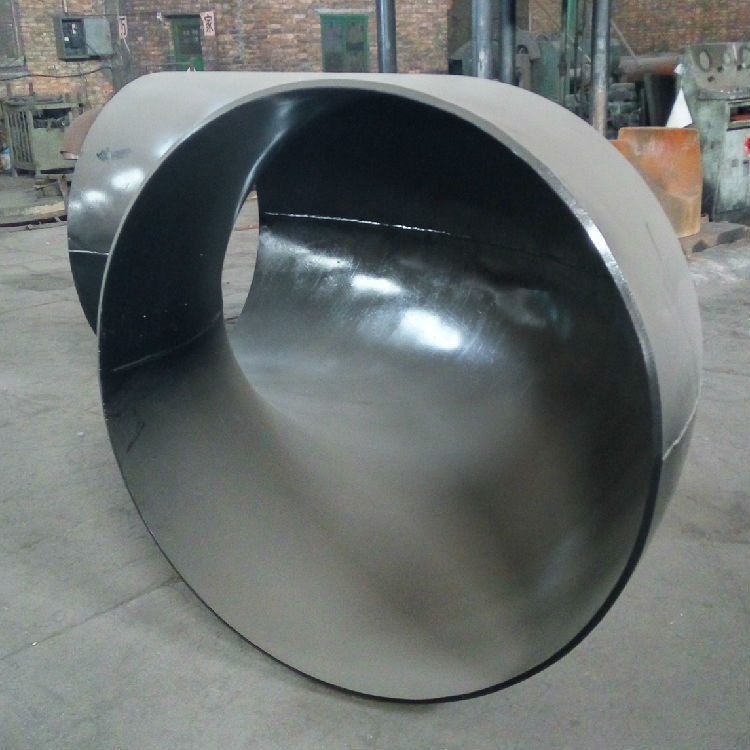
河北不锈钢大口径对焊弯头 量大从优
价格:2000.00起
沧州康拓管道制造有限公司
联系人:巩世文
电话:13373178532
地址:河北省沧州盐山县五里窑工业区
产品规格:
产品数量:
包装说明:
关 键 词:河北不锈钢大口径对焊弯头
行 业:加工 机械加工 管件加工
发布时间:2021-08-07
大口径弯头的分类:
1.按角度分, 常用的有45°、90°及180°三种,另外根据工程需要还包括60°等其他非正常角度大口径弯头。
2.按照生产工艺可分为:焊接大口径弯头、冲压大口径弯头、铸造大口径弯头等。
3.按曲率半径来分:可分为长半径大口径弯头和短半径大口径弯头,长半径大口径弯头指它的曲率半径等于1.5倍的管子的外径,即R=1.5D.短半径大口径弯头指它的曲率半径等于管子外径,即R=1.0D.(D为大口径弯头直径,R为曲率半径)。
大口径弯头按照角度可以分为45度大口径弯头,有90度大口径弯头和180度大口径弯头及其它不同的角度的弯头。按照材质可以分为碳钢大口径弯头,不锈钢大口径弯头,合金钢大口径弯头。按照的曲率半径可分为长半径大口径弯头和短半径大口径弯头。大口径弯头主要的标准国标,电标,中石化标准,船用标准,日标,美标等。大口径弯头具有内壁光滑、热媒流动阻力小,耐酸碱、使用寿命长,安装方便等好处。

碳钢对焊弯头,无缝弯头,钢制对焊弯头,国标无缝弯头等产品
1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极);
2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点;
3.保护气体为氩气,纯度为 .当焊接电流为50~50A时,氩气流量为8~0L/min,当电流为50~250A时,氩气流量为2~5L/min;
4.钨极从气体喷嘴**的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在开槽深的地方是5~6mm,喷嘴至工作的距离一般不**过5mm;
5.为防止焊接气孔之出现,焊接部位如有铁锈,油污等务必清理干净;
6.焊接电弧长度。
大口径弯头由于其口径非常大,主要用于各种大型输送排骨管道的连接,通常用于管道的施工交接口处,适用于化工,石油,电力,输气等行业,特别是也适用于低温条件下的高压输气管道。
大口径弯头的分类:按角度分, 常用的有45°、90°及180°三种,另外根据工程需要还包括60°等其他非正常角度大口径弯头。

对焊接弯头的生产的时候收到工艺等方面的影响会出现口径偏差,和无缝管焊接的时候由于偏差的存在会使得焊接不是很稳定,当然对于压力不是很高的管道或者口径比较小,基本是没有多大的问题的。 作为压力比较高的管道,焊接弯头的口径误差就要求比较严格了。焊接弯头在生产的时候收到模具的限制,比如说我们要生产219*7的弯头,我们使用的无缝管是159*7.但是焊接弯头的胎具一般都是219*8或者是219*6的,如果型号比较少就只有就和那两种型号的模具,使用219*6的模具做出的焊接弯头的外径大概就是217 216.假如使用219*8的模具做出的焊接弯头的外径就是223左右,当然假如是五金市场卖的质量比较次的焊接弯头基本都是外径比较小的,因为外径小了之后更节省材料。 目*用的标准好像是口径在100一下的焊接弯头误差在1.5毫米之内,400以下的误差在3还之内。其实我们不要完全坚持在标准范围之内,应该追赶标准更好的配合管道的焊接。使得管道和焊接弯头更为紧密
对焊弯头的焊接方法有哪些 带焊缝的对焊弯头包括两种情况,一种是用焊管制造的对焊弯头,对对焊弯头制造厂来说,采用焊管的成形工艺与采用无缝管的成形工艺基本相同,对焊弯头成形过程不包括焊接工序;另一种是由对焊弯头制造厂完成对焊弯头成形所需要的焊接工序,如单片压制后再进行组装焊接成形的弯头、用钢板卷筒后焊接成管坯再进行压制的三通等。


