德国西门子S7-1200模块湖南浩卓科技 湖南浩卓科技
价格:888.00起
湖南浩卓自动化设备有限公司
联系人:聂影
电话:13542670880
地址:湖南省长沙岳麓区望城坡街道
S7-400 PLC 应用
S7-400
SIMATIC S7-400 是中端到性能范围内功能强大的 PLC。
SIMATIC S7-400 具有模块化、无风扇设计和较高扩展能力,并具有全面的通信和网络功能,可以简便实现分布式结构,用户操作十分方便,因此成为中端到性能范围内要求为苛刻的任务的理想解决方案。
SIMATIC S7-400 的应用领域包括:
汽车工业,如装配线
机械设备制造,包括机械设备制造
仓储技术
钢铁工业
楼宇管理系统
发电和配电
造纸和印刷领域
木材加工
食品和饮料领域
过程工程,如水务和污水处理
化工和石化领域
仪表和控制
包装机械
制药工业
由于具有多种性能等级的 CPU,并有具备大量用户友好的功能的广泛模块,用户可以根据具体情况执行其自动化任务。
任务扩展时,可通过附加模块随时对控制器进行扩展,成本不会很高。
SIMATIC S7-400 是一种通用控制器:
具有很高电磁兼容性以及抗冲击性和抗振性,因此拥有高的工业适用性。
可以带电连接和断开各模块。
【S7--200设备的安装指南】
可以在面板或标准导轨上水平或垂直安装S7-200。
将S7--200与热源、高电压和电子噪声隔离开
按照惯例,在安装元器件时,总是把产生高电压和高电子噪声的设备与诸如S7--200这样的低压、逻辑型的设备分隔开。
在控制柜背板上安排S7--200时,应区分发热装置并把电子器件安排在控制柜中温度较低的区域内。电子器件在高温环境下工作会缩短其无故障时间。
要考虑控制柜背板的布线, 避免将低压信号线和通讯电缆与交流供电线和高能量、开关频率很高的直流线路布置在一个线槽中。
为接线和散热留出适当的空间
S7--200设备的设计采用自然对流散热方式, 在器件的上方和下方都必须留有至少25mm的空间,以便于正常的散热。前面板与背板的板间距离也应保持至少75mm。
在安排S7--200设备时,应留出接线和连接通讯电缆的足够空间。当配置S7-200系统时,可以灵活地使用I/O扩展电缆。
增强型控制器
概述
S7 控制器中的控制器
控制器尤其适用于具有中等和较高复杂程度的应用。长期来看,SIMATIC S7-1500 控制器在离散自动化领域是 SIMATIC S7-300 和 SIMATIC S7-400 控制器的替代产品,是未来工厂的标准 – 凭借特的性能表现和创新的设计与操作方式,提供令人信服的结果。具有模块化扩展能力的 SIMATIC S7 控制器具有长期兼容性,免维护且可以扩展,当然也能在 TIA 博途中进行组态。它们是任何自动化任务的理想解决方案。
S7-1500 PLC 应用
SIMATIC S7-1500 是一个模块化控制系统,适用于离散自动化领域内的各种自动化应用。
模块化、无风扇设计、易于实现分布式结构以及方便的操作,使得 SIMATIC S7-1500 成为中、低端应用中各种不同任务的经济、用户友好的解决方案。
SIMATIC S7-1500 的应用领域包括:
机械
纺织机械
包装机械
输送机
装配机
堆垛机
一般机械设备制造
控制器制造
机床制造
安装系统,
电气与电子工业及相关产业
汽车
供水/污水处理
食品和饮料
基础设施(隧道、交通控制、船舶、机场等)
提供了具有不同性能水平的多种 CPU 以及一个包含许多便利功能的全面模块系列。故障安全 CPU 便于在故障安全应用中使用。由于具有模块化的设计,用户可以仅采用其应用所需的模块。任务扩展时,可通过使用附加模块随时对控制器进行升级。
SIMATIC S7-1500 具有较高的电磁兼容性、抗冲击性及抗振性,工业强度高,可实现通用。
电源定额
所有的S7--200CPU都有一个内部电源,为CPU自身、扩展模块和其它用电设备提供24V直流电源。
S7--200为系统中的所有扩展模块提供5V直流逻辑电源。必须格外注意您的系统配置,要确保CPU所提供的5V电源,能够满足您所选择的所有扩展模块的需要。如果您的配置要求**出了CPU的供电能力,您只有去掉一些模块或者选择一个供电能力更强的CPU。
S7--200的所有CPU也提供24V直流传感器供电,此24VDC可以为输入点、扩展模块上的继电器线圈或者其它设备供电。如果设备用电量**过了传感器供电定额,必须为系统另配一个外部24VDC供电电源。
如果您使用了外部24VDC供电电源,要确保该电源没有与S7--200CPU上的传感器电源并联使用。为了加强电子噪音保护,建议将不同电源的公共端(M)连在一起。

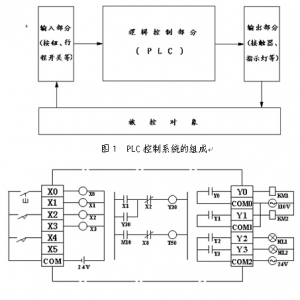
当PLC投入运行后,其工作过程一般分为三个阶段,即输入采样、用户程序执行和输出刷新三个阶段。完成上述三个阶段称作一个扫描周期。在整个运行期间,PLC的CPU以一定的扫描速度重复执行上述三个阶段。
输入采样
在输入采样阶段,PLC以扫描方式依次地读入所有输入状态和数据,并将它们存入I/O映象区中的相应得单元内。输入采样结束后,转入用户程序执行和输出刷新阶段。在这两个阶段中,即使输入状态和数据发生变化,I/O映象区中的相应单元的状态和数据也不会改变。因此,如果输入是脉冲信号,则该脉冲信号的宽度必须大于一个扫描周期,才能保证在任何情况下,该输入均能被读入
用户程序执行
在用户程序执行阶段,PLC总是按由上而下的顺序依次地扫描用户程序(梯形图)。在扫描每一条梯形图时,又总是先扫描梯形图左边的由各触点构成的控制线路,并按先左后右、先上后下的顺序对由触点构成的控制线路进行逻辑运算,然后根据逻辑运算的结果,刷新该逻辑线圈在系统RAM存储区中对应位的状态;或者刷新该输出线圈在I/O映象区中对应位的状态;或者确定是否要执行该梯形图所规定的功能指令。
即,在用户程序执行过程中,只有输入点在I/O映象区内的状态和数据不会发生变化,而其他输出点和软设备在I/O映象区或系统RAM存储区内的状态和数据都有可能发生变化,而且排在上面的梯形图,其程序执行结果会对排在下面的凡是用到这些线圈或数据的梯形图起作用;相反,排在下面的梯形图,其被刷新的逻辑线圈的状态或数据只能到下一个扫描周期才能对排在其上面的程序起作用。
输出刷新
当扫描用户程序结束后,PLC就进入输出刷新阶段。在此期间,CPU按照I/O映象区内对应的状态和数据刷新所有的输出锁存电路,再经输出电路驱动相应的外设。这时,才是PLC的真正输出。
同样的若干条梯形图,其排列次序不同,执行的结果也不同。另外,采用扫描用户程序的运行结果与继电器控制装置的硬逻辑并行运行的结果有所区别。当然,如果扫描周期所占用的时间对整个运行来说可以忽略,那么二者之间就没有什么区别了。
订货数据
关于 S7-400H 组件的订货数据,请参见在“S7-400/S7-400H/S7-400F/FH”下的相应模块。
S7-400F/FH
SIMATIC S7-400F/FH 故障安全自动化系统可在安全要求较高的工厂中使用。它可对立即停机不会给人员或环境带来危险的过程进行控制。S7-400F/FH 具有两种基本设计:
S7-400F:
故障安全自动化系统。在控制系统中发生故障的情况下,生产过程会切换到安全状态并中断。
S7-400FH:
故障安全和高可用性自动化系统。在控制系统中发生故障的情况下,冗余控制部分将发挥作用,继续控制生产过程。
通过另外使用标准模块,可以建立一个全集成控制系统,可在非安全相关和安全相关任务共存的工厂环境中使用。可以使用相同的标准工具对整个工厂进行组态和编程。


