

价格:面议
金纬机械常州有限公司
联系人:陈经理
电话:18817295180
地址:江苏省常州市溧阳中关村开发区上上路118号





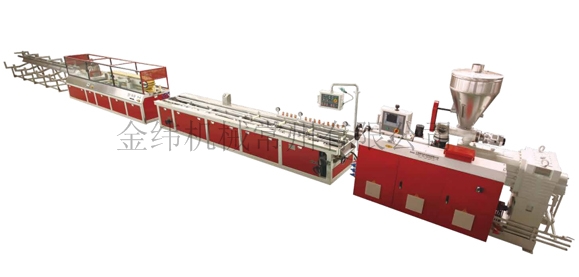
管材的工艺流程
原料→高速混合→低速冷拌→单螺杆塑料挤出机→定型水箱→履带牵引机→自动切割锯→收卷机。
挤出机生产线主要用于生产PVC、PE、PC等塑料型材产品的加工。生产线由单螺杆塑料挤出机,真空定型台,牵引机,自动切割锯,料架等组成。配备不同的模具,可生产各种塑料异型材、门窗型材、集装箱密封条、板材、棒材、天花板等制品。挤出机生产线的生产工艺流程简单,产量高,质量稳定,成本低等特点。

卧式 HDPE/PP/PVC 大口径双壁波纹管生产线详细说明
性能和优点:HDPE/PP/PVC 双壁波纹管应用广泛。本公司*的HDPE 双壁波纹管生产线,拥有多项技术。自动化程度高,运行稳定,产量好。HDPE/PP 采用新型单螺杆挤出机,PVC 采用大型平双或锥双挤出机,挤出量大。成形机采用卧式结构,梭式传动,密封水冷结构,真空成型,可实现在线双层扩口。整线采用电脑人机界面控制,具有很高的自控性。
固体输送区的料筒温度一般控制在100~1400C 。若加料温度过低,使固体输送区延长,减少了塑化区和熔体输送区的长度,会引起塑化不良,影响产品质量。
熔体输送区的温度应略低一些,一般为160~1800C。在该段提高螺杆转速、减小机头阻力及在塑化区提高压力都有利于输送速率的提高,对于PVC这样的热敏塑料,单螺杆造粒机组,不应在此段停留时间过长,螺杆转速一般为20~30r/min。机头是挤出制品成型的重要部件,它的作用是产生较高的熔体压力并使熔体成型为所需的形状。各部分工艺参数分别为:口模连接器温度1650C,口模温度1700C、1700C、1650C、1800C、1900C。

