

价格:面议
0
联系人:
电话:
地址:
产品规格:
产品数量:
包装说明:
关 键 词:冲模模具,冲模设计,模具冲模,数控冲模,五金冲模
行 业:机床 机床刀具夹具 特殊/专业机床刀具夹具
发布时间:2021-07-18
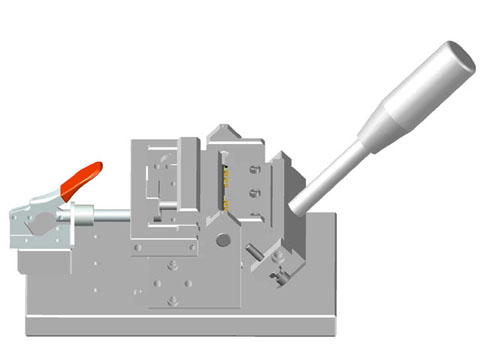
圆管冲孔是冲孔模具中经常遇到的工艺,我们要针客户的不同要求来选取不同的模具结构。简单的介绍几种常用的模具结构。这种结构是带芯棒的单面冲孔结构,比较常用,精度高,冲模模具,毛刺易控制,重点是支承块一定要配到位,但配得太紧就不好取料,如果条件允许,五金冲模,可以将芯棒做长一点,比产品长一点,将支承块做成活动的,直接垫在芯棒下面,以加强支承效果,提高芯棒寿命。
此种结构也可以改成上下对冲,在下模再装一个冲头,同时将芯棒做成双面刀口,另将芯棒固定板做成浮动的就可以了。
在运用模具时,由于各种模具的高度不分歧,所以在一台机器上选用模具时只能用同样高度的模具,不能用不同高度的模具。
4在折弯硬度特硬或板料太厚的产品时,不准用模具来折弯钢筋或其他圆柱体的产品。
5在折弯锐角或压死角时,上海冲模,应选用30度上,先折锐角、后压死边。在折弯R角时,应选用R上模和R下模停止。
6在折弯较长的工件时,不要用分段模具,减少接刀压痕,而且选用单槽的,由于单槽的下模V槽外角R大,冲模设计,不易产生折弯压痕。
单个冲孔模具相对来说应该是较简单的模具了,有个问题就是毛刺,别的问题都是一些小的毛病。毛刺的产生有很多原因也有很多比如下面几种:1料的材质。现在的料都是,因为料的本身材质都会随着你采购的价钱有关。当然你买好的料也就毛刺问题很少了,但这是之一,不说是说太好料你就不会有毛刺,料的材质也只是毛刺的原因之一。





