外镀锌涂塑钢管-柳州大口径涂塑钢管厂家
价格:30.00起
产品规格:
产品数量:
包装说明:
关 键 词:柳州大口径涂塑钢管厂家
行 业:建材 金属建材 钢管
发布时间:2021-07-09
目前沧州宏宝管道有限公司拥有φ219-φ660直缝高频电阻焊钢管ERW生产线2条,采用当今的排辊式成型工艺、电气配置采用德国西门子PRC和英国MENT公司直流数字化调速控制装置,保证了机组高精度、快效率运转的可靠性。
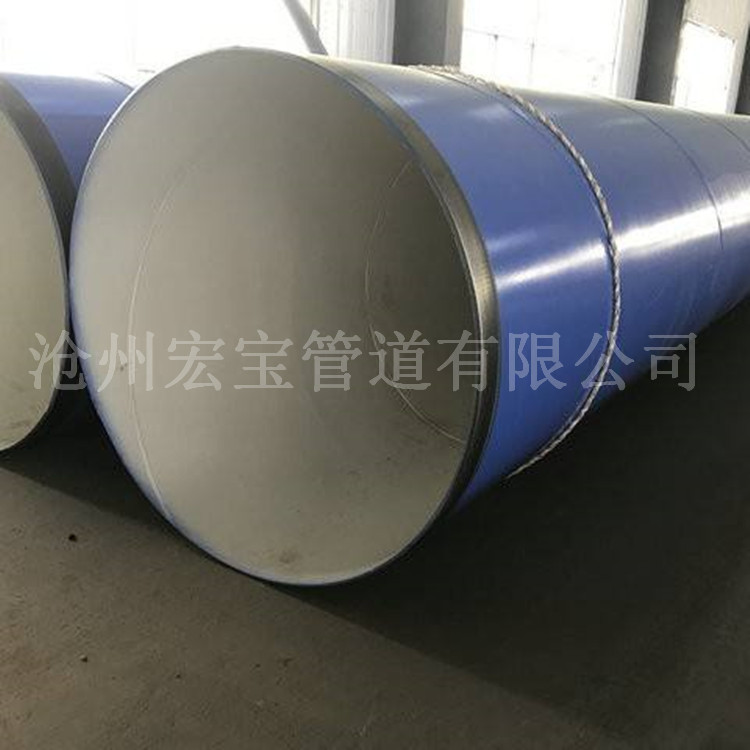
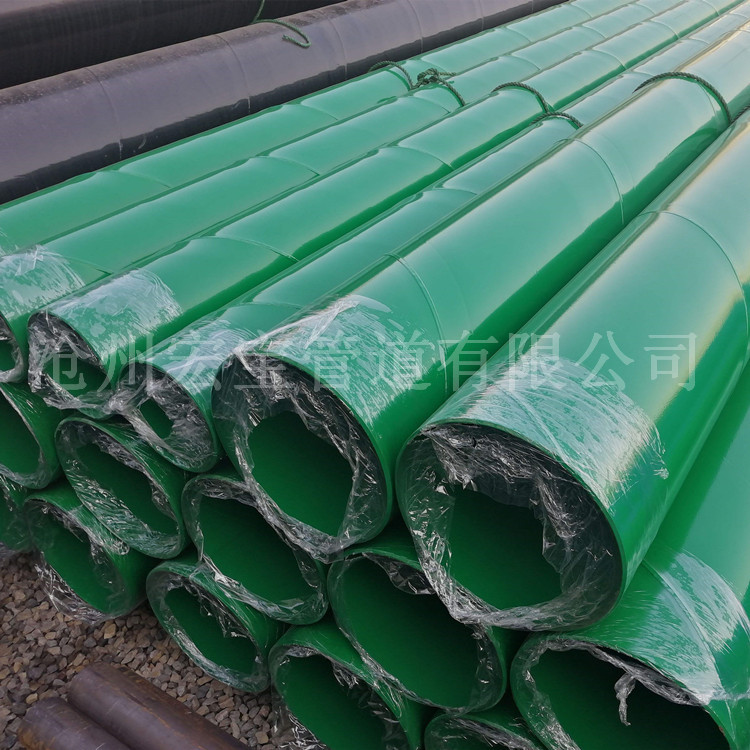
涂塑钢管内外涂塑钢管鉴于液体浸塑涂装具有很多优点,故其使用范围广,而且呈逐年递增趋势,目前用于涂塑钢管及各行各业。五金工具手柄浸塑:各种扳手、管钳、尖嘴钳、斜口钳、钢丝钳、园林工具、各种剪刀等。健身器材:哑铃、杠、跑步机配件、各种健身器材的手柄等。机电产品:电动工具配件、风机配件、汽车内饰饰件、电器绝缘原件等。建筑五金:各种阀门手柄、门锁、拉手、防盗门、防盗窗、楼梯、家具等。日用五金:各种衣架、车况、锁链、垃圾篓、车用锁具、各种类型链条等。塑料套管、长条塑料套管、彩色套管等。
内外涂塑钢管安装方法:
内外涂塑钢管的制作安装做法要十分的小心,保证安装质量。
1、施工前应认真熟悉图纸,根据施工方案决定的施工方法和技术交底的具体措施做好准备工作。参看有关设备图和装修建筑图,核对各种涂塑管道的坐标、标高是否有交叉,涂塑管道排列所用空间是否合理。有问题及时与设计和有关人员研究解决,办好变更洽商记录
2、按设计图纸画出涂塑管道分路、管径、变径、预留管口,阀门位置等施工草图,在实际安装的结构位置做上标记,按标记分段量出实际安装的准确尺寸,记录在施工草图上,然后按草图测得的尺寸预制加工。
3、涂塑管道安装时一般从总进开始操作,总进口端头加好临时丝堵以备试压用。安装前应对管材、管件进行外观检查:内外表面应有完整的镀锌层,并且应光滑美观,管件内外表面应光滑、无砂眼、螺纹无断丝缺丝现象。
4、涂塑管道连接采用螺纹连接,套丝扣时破坏的镀锌层表面及外露螺纹部分应做防腐处理。
5、采用螺纹连接时,涂塑管道宜采用机械切割,切割面不得有飞边,毛刺;切割时,要保证管端面垂直。套丝宜采用自动套丝机,润滑油润滑,并应采用标准螺纹规检验。加工时,要注意对管身的冷却,不要使管材变热。加工后对螺纹进行防护处理。
涂塑钢管检测方法
外观检查
目测检查涂覆钢管的外观质量,试验结果应符合5.1的规定。
厚度测量
从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。
针孔试验
管段试件长度约为1000 ,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4,试验电压为1500 V,涂层厚度大于0.4 ,试验电压为2000 V。检查有无电火花产生,试验结果应符合5.5的规定。

涂塑钢管检测方法
压扁试验
冲击试验
从涂覆钢管的任意位置切取长约100 的试样,在温度为(20±5) ℃的环境下,如图2所示,按表2的规定进行冲击试验,观察内涂层的损坏情况。试验时,焊缝应在冲击面相反的方向,试验结果应符合5.9的规定。
冲击试验条件
公称通径DN
锤重,kg落下高度,
15~251.0300
32~502.1500
80~3006.31000
冲击试验装置

涂塑钢管检测方法
附着力试验
附着力试验按CJ/T 120-2008中7.4.2进行,试验结果应符合5.6的规定。
弯曲试验
dN≤50的涂覆钢管进行弯曲试验。管段试件长度为(1200±100) 。
在温度为(20±5) ℃的环境下,以钢管公称通径的8倍为曲率半径,弯曲角度为30o,在弯管机或模具上进行弯曲。弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。
试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。
压扁试验
DN>50 的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) 。
在温度为(20±5) ℃的环境下,如图1所示,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。

沧州宏宝管道有限公司在社会上有特种技能的工作人员与我厂技术人员一起形成一批精通的设计、制造、技术骨干力量,竭诚为客户提供快捷、周到的服务。


