连云港起重机械射线拍片检测第三方检测机构
价格:999.00起
江苏广分检测技术有限公司
联系人:谷经理
电话:13545270223
地址:江苏省苏州吴中区胥口镇孙武路76号303室
无损探伤检测是使用物质的声、光、磁和电等特性,在不危害或不影响被检测目标使用性能的前提下,检测被检目标中是否存在缺点或不均匀性,给出缺点巨细,方位,性质和数量等信息。它与破性检测比较,无损检测有以下。是具有非破性,因为它在做检测时不会危害被检测目标的使用性能;*二具有全面性,因为检测对错破性,因而必要时可对被检测目标进行的全面检测,这是破性检测办不到的;*三具有全程性,破性检测一般只适用于对原资料进行检测,如机械工程中遍及选用的拉伸、紧缩、曲折等,破性查验都是针对制作用原资料进行的,关于制品和在用品,除非不准备让其继续执役,否则是不能进行破性检测的
吊钩是起重机设备十分关键的受力部件,其发生危险会造成起重物体的跌落,吊钩使用到一定年限应考虑报废处理,每年的吊钩无损检测探伤-磁粉检测探伤是必不可少的,理论计算只能保证制造期间是安全的,在使用过程中,以及使用到一定实际后,有可能产生疲劳裂纹,即使制造检验也是必不可缺少的,在实际探伤过程中经常有裂纹的存在,这是不允许的,国家应该制定更为严格的规定,力保特种设备的安全,**生命财产安全。
焊缝中常见缺陷 焊缝中常见缺陷有气孔、夹渣、未焊透、未熔合和裂纹等。 1.气孔 气孔是在焊接过程中焊接熔池高温时吸收了过量的气体或冶金反应产生的气体,在冷却凝固之前来不及逸出而残留在焊缝金属内所形成的空穴。产生气孔的主要原因是焊条或焊剂在焊前未烘干,焊件表面污物清理不净等。气孔大多呈球形或椭圆形。气孔分为单个气孔、链状气孔和密集气孔。 2.未焊透 未焊透是指焊接接头部分金属未完全熔透的现象。产生未焊透的主要原因是焊接电流过小,运条速度太快或焊接规范不当(如坡口角度过小,根部间际过小或钝边过大等)。未焊透分为根部未焊透、中间未焊透和层间未焊透等。

铸件、锻件无损检测标准: GB 50205-2001 《钢结构工程施工质量验收规范》 GB/T 3323-2005《金属熔化焊接接头射线照相》 GB 11345-89 《钢焊缝手工超声波探伤方法及质量分级法》无损检测的一些标准: GB/T 26951-2011 焊缝无损检测磁粉检测 GB/T 28705-2012 无损检测脉冲涡流检测方法 GB/T 26646-2011 无损检测小型部件声发射检测方法 GB/T 26595-2011 无损检测仪器周向X射线管技术条件 GB/T 28704-2012 无损检测磁致伸缩超声导波检测方法 GB/T 26952-2011 焊缝无损检测焊缝磁粉检测 验收等级 GB/T 26953-2011 焊缝无损检测焊缝渗透检测 验收等级

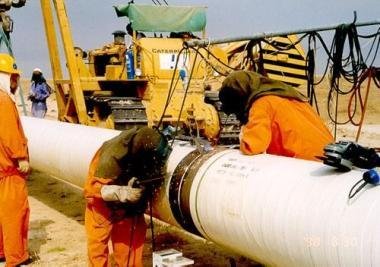
射线检测(RT)常用的射线有X射线和γ射线两种。X射线和γ射线能不同程度地透过金属材料,对照相胶片产生感光作用。利用这种性能,当射线通过被检查的焊缝时,因焊缝缺陷对射线的吸收能力不同,使射线落在胶片上的强度不一样,胶片感光程度也不一样,这样就能准确、可靠、非破性地显示缺陷的形状、位置和大小。
超声检测(UT)是指利用超声波对金属构件内部缺陷进行检查的一种无损检测方法。用发射探头向构件表面通过耦合剂发射超声波,超声波在构件内部传播时遇到不同界面将有不同的反射信号(回波)。利用不同反射信号传递到探头的时间差,可以检查到构件内部的缺陷
为全面提高安全生产,加强控制好生产当中的每一个环节,提高每个员工对安全的意识,加强自身责任心,努力在原来的基础上把安全生产再提升一个台阶,钢铁厂,铸造厂等熔炼生产要经常给铁水罐、钢水包、中间包等容易疲劳设备做定期体检,无损探伤检测是非常适合的一种方法,徐州华顺测控技术有限公司,订了一系列方式方法,保证快速无损的检测出潜在的安全隐患,并能出具和特检院认可的第三方报告。 铁水包耳轴,钢水包耳轴,中频炉耳轴,龙门钩,挂吊钩等特种设备的金属焊缝无损检测探伤工程(的X射线检测)RT、超声波检测UT、磁粉检测MT、渗透检测PT、测厚检测)。


