首页 > 供应商机 > 徐州机床穿线不锈钢拖链报价表 拖链 常州钢制拖链型号
徐州机床穿线不锈钢拖链报价表 拖链 常州钢制拖链型号
价格:100.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:常州钢制拖链型号
行 业:五金 机械五金 机床附件
发布时间:2021-06-26
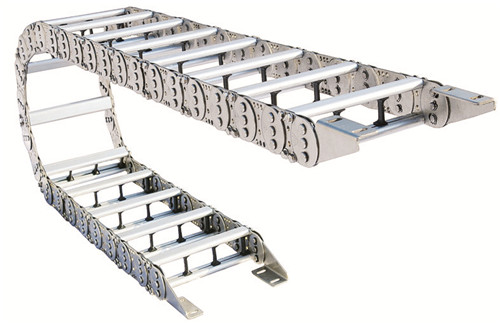
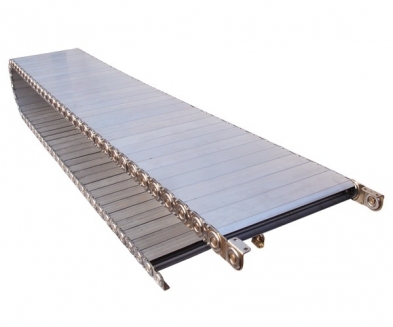
钢铝拖链一般应用在机床等机械的电缆、油管、气管、水管、风管上,对电缆、油管、气管、水管、风管起牵引和保护作用。按连接板和样式分为几个类别,每个类品又有多个型号!钢铝拖链(不锈钢铝拖链、全自动钢铝拖链、新型钢铝拖链、半封闭钢铝拖链)
些车辆具有用门铰链支撑以选择性开闭的门,并包括门缝密封条(cutlineseal)和门槛密封条,门缝密封条和门槛密封条安装于门的内侧部分,以对门与车辆车身之间的空间进行密封。门缝密封条安装于门中位于门铰链附近的端部,处于在竖向延伸的状态。门槛密封条具有于前后方向延伸的长条形状,并且安装于门的下端,以密封门与车身门槛板之间的空间。
[为嵌件,然后,将TPO注入模具作为模塑材料。
[0019]门缝密封条31布置成,使得基底部32从内侧与门内板24重叠。卡子34安装于基底部32于竖向的数个部分处,利用卡子34将门缝密封条31固定于门内板24。关闭侧门21时,密封唇33接触防护板15,并因此弹性方式变形,从而终压贴防护板15。由此密封防护板15与门外板23之间的空间。
[0020]参见图3,门槛板12构成车身11中在关闭侧门21时面对侧门21下端部的部分。门槛板12包括门槛外板部13和门槛内板部14,门槛外板部13和门槛内板部14分别构成门槛板12于车辆宽度方向的外侧部分和内侧部分。在门槛外板部13和门槛内板部14的上缘以及下缘处,使门槛外板部13和门槛内板部14结合在一起。
[0021]如图3至图5中所示,门槛密封条51安装于门内板24的下端部,以在关闭侧门21时密封门内板24与门槛外板部13之间的空间。及一对平的相对壁部39。斜壁部36倾斜成,使得斜壁部36在向下方向上从基底部32越来越向内分隔开。底壁部37从斜壁部36的下端向外延伸。相对壁部39从前方和后方封闭由斜壁部36和底壁部37所形成的空间。底壁部37的下表面成形为平坦的,以形成接纳表面37a,门槛密封条本体52的前端安装于该接纳表面37a。底壁部37具有于竖向延伸贯穿底壁部37的孔38。平的壁部41从安装基部35的接纳表面37a的外缘向下延伸。
[0023]门槛密封条51包括:门槛密封条本体52,其具有长条形状;以及卡子57和*二卡子58,其安装于门槛密封条本体52的数个位置处。通过按预定尺寸将中空挤出物(其通过挤出成型形成)切成区段,形成门槛密封条本体52。门槛密封条本体52包括上片53和一对侧片54、55。上片53于车辆宽度方向沿底壁部37延伸。侧片54、55从上片53的车辆宽度方向处于相反位置的侧缘大体向下延伸,并且在下缘处结合到一起。上片53与侧片54,55形成为门槛密封条本体52,使得门槛密封条本体52具有大致三角形截面。上片53前端的平坦上表面构成安装表面53a。门槛密封条本体52的处于相反位置的纵向端52a以未经机械加工(包括后整形或修整)的状态使用,因此,该处于相反位置的纵向端52a维持处于通过上述切割带来的开口状态。
[0024]从门槛密封条本体52的内侧向上,将卡子57安装于上片53的前端,并且从中穿过。将*二卡子58安装于门槛密封条本体52的上片53中向后与卡子57分隔开的对应部分,并且从中穿过。*二卡子58从门槛密封条本体52内侧向上凸出。
[0025]安装表面53a (其位于上片53前端的上表面上)的大致整个部分保持与接纳表面37a(其沿着安装基部35的下表面)处于接触的状态下,使卡子57从下方穿过孔38。在此状态下,壁部41位于侧片54前端的外侧,并且在其附近。
[0026]上片53中从卡子57向后隔开的部分保持与门内板24处于接触。在此状态下,将*二卡子58从下方穿过通孔25。
[0027]下面,说明如上述构造的所示实施例的操作。
[0028]通过(i)固定,将上片53的前端固定于安装基部35,以及(ii)*二固定,将上片53固定于门内板24,从而将门槛密封条51安装于侧门21。
[0029]为了执行固定,将安装表面53a(其于上片53的前端形成为平坦的)的大致整个部分保持与接纳表面37a(其沿安装基部35的下表面形成为平坦的)处于面接触。在此状态下,将卡子57穿过孔38,以将上片53的前端从下方固定于安装基部35。以这种方式,经由门缝密封条31,将门槛密封条本体52的前端安装于侧门21。
[0030]如已经描述的,由卡子57进行固定的安装表面53a和接纳表面37a都是平坦的,因此在相对较大表面区域上保持处于互相接触。此外,安装基部35由硬质塑料形成,并因此呈现提高的刚性。结果,即使承受外力时,上片53中固定于安装基部35的前端也不易变形。
[0031]在*二固定处,上片53保持与门内板24处于接触。在此状态下,将*二卡子58从下方穿过通孔25,以将上片53固定于门内板24。以这种方式,在维持与门内板24处于接触的状态下,将上片53固定于门内板24,该门内板24具有提高的刚性。结果,即使承受外力时,上片53也不易变形。
[0032]关闭侧门21时,门槛密封条本体52在侧片55 (其为内侧片)处与门槛外板部13
本实用新型的目的是提供一种用于数控机床上的镗铣车钻磨多功能,且在同一电主轴上同时进行两项加工业务的电主轴,即镗铣车机床伸缩电主轴,该电主轴的问世,一是增加了加工业务范围,二是在同一电主轴上同时进行两项加工业务,即电主轴前总成电机转子前端空心主轴卡盘在车削工件的同时,伸缩空心镗杆进行加工其业务,因伸缩空心镗杆前后行走及定位,对管类工件在车削外圆的同时进行航磨内圆的磨削加工,显著提高了工作效率。广泛用于重型工业,工程机械,船舶,,矿山设备等行业,并且具有加工工件精度高,可靠性强,噪音低,移定性好,操作方便等优点,市场前景十分广阔

控机床是一种装有程序控制系统的自动化机床,该控制系统能够逻辑地处理具有控制编码或其他符号指令规定的程序,并将其译码,用代码化的数字表示,通过信息载体输入数控装置。经运算处理由数控装置发出各种控制信号,控制机床的动作,按图纸要求的形状和尺寸,自动地将零件加工出来。数控机床较好地解决了复杂、精密、小批量、多品种的零件加工问题,是一种柔性的、能的自动化机床。现有的数控机床的电主轴结构设计不合理,工作效率低,不适于工业化大生产。本实用新型要解决的问题是提供一种结构设计合理且适于工业化大生产的数控机床的电主轴。
为了解决上述问题,本实用新型提供了一种数控机床的电主轴,包括主轴壳体、主轴、主轴电机、电机驱动模块和冷却装置,主轴套设于主轴壳体中,主轴电机设于主轴壳体中并与主轴适配,主轴壳体上设有电源适配器,电源适配器与电机驱动模块相适配,电源适配器与主轴电机电连接,主轴壳体上设有冷却进口和冷却出口,冷却装置分别与冷却进口和冷却出口通过管道连接。作为本实用新型的进一步改进,主轴上设有若干个轴承。主轴壳体上设本实用新型与现有技术相比,结构设计合理,安装处稳定,实施方便,成本低廉适于大规模工业化生产。冷却液通道可以降低因电主轴转动而产生的机
1为本实用新型数控机床的电主轴的结构示中:1-主轴壳体,2-主轴,3-主轴电机,4-电机驱动模块,5-冷却装置,6-电源适配器,7-冷却进口,8-冷却进口,9-管道,10-轴承,11-电机反馈装置。下面结合附图和实施例对本实用新型做进一步的解释说明。1所示,一种数控机床的电主轴,包括主轴壳体1、主轴2、主轴电机3、电机驱动模块4和冷却装置5,主轴2套设于主轴壳体I中,主轴电机3设于主轴壳体I中并与主轴2适配,主轴壳体I上设有电源适配器6,电源适配器6与电机驱动模块4相适配,电源适配器6与主轴电机3电连接,主轴壳体I上设有冷却进口 7和冷却出口 8,冷却装置5分别与冷却进口 7和冷却出口 8通过管道9连接。主轴2上设有若干个轴承10。主轴壳体I上设有电机反馈装置11,电机反馈装置11与主轴电机3通过通讯连接。冷却装置可以为冷却水制备装置或者是冷气制造装置。本申请内容为本实用新型的示例及说明,但不意味着本实用新型可取得的优点受此限制,凡是本实用新型实践过程中可能对结构的简单变换、和/或一些实施方式中实现的优点的其中一个或多个均在本申请的保护范围内。一种数控机床的电主轴,其特征在于:包括主轴壳体(I)、主轴(2)、主轴电机(3)、电机驱动模块(4)和冷却装置(5 ),主轴(2 )套设于主轴壳体(I)中,主轴电机(3 )设于主轴壳体(I)中并与主轴(2 )适配,主轴壳体(I)上设有电源适配器(6 ),电源适配器(6 )与电机驱动模块(4)相适配,电源适配器(6)与主轴电机(3)电连接,主轴壳体(I)上设有冷却进口(7 )和冷却出口( 8 ),冷却装置(5 )分别与冷却进口( 7 )和冷却出口( 8 )通过管道(9 )连接。2.根据要求1所述的数控机床的电主轴,其特征在于:主轴(2)上设有若干个轴承(1)03.根据要求1所述的数控机床的电主轴,其特征在于:主轴壳体(I)上设有电机反馈装置(11),电机反馈装置(11)与主轴电机(3)通过通讯连接。】本实用新型公开了一种数控机床的电主轴,其特征在于:包括主轴壳体(1)、主轴(2)、主轴电机(3)、电机驱动模块(4)和冷却装置(5),主轴(2)套设于主轴壳体(1)中,主轴电机(3)设于主轴壳体(1)中并与主轴(2)适配,主轴壳体(1)上设有电源适配器(6),电源适配器(6)与电机驱动模块(4)相适配,电源适配器(6)与主轴电机(3)电连接,主轴壳体(1)上设有冷却进口(7)和冷却出口(8),冷却装置(5)分别与冷却进口(7)和冷却出口(8)通过管道(9)连接。本实用新型具有结构设计合理且节省耗能的优点。
接触,因此弹性变形而压贴门槛外板部13。以这种方式,门槛密封条本体52对侧门21与门槛板12之间的空间进行密封。
以上述方式将门槛密封条51固定于门内板24和安装基部35。据此,与门槛密封条51只固定于门内板24的情况相比,本实施例的门槛密封条51不易变形,并且使门槛密封条51的形状稳定。由三个片即上片53和两个侧片54、55构成门槛密封条本体52,并且该门槛密封条本体52具有三角形截面。因此,以改进的可靠性使门槛密封条本体52的形状稳定。壁部41布置在门槛密封条本体52的外侧片54的外侧,并且在其附近。壁部41形成为门缝密封条31的基底部32的一部分,并因此具有较高刚性。结果,当侧片54的前端向外变形时,壁部41接触外侧片54,因此,限制侧片54的进一步向外变形。
槽钢剪刃设计的基本依据是槽钢成品孔型形状,如图1所示(以100#槽钢为例)。这种设计在剪切过程中易出现以下问题:一是槽钢两肩部与其他部分相比,相对较厚,所需剪切力也较大,剪刃磨损较快,剪刃使用一段时间后。这一部分相对磨损量大,致使肩部间隙较大,易出现塌肩现象;二是槽钢两腿与腰部处相比,由于剪切角度的影响,当剪刃磨损后,在剪切两腿时,剪切量变小,腿部剪切由通常的剪断变成了撕断,槽钢腿端面较易出现毛刺;三是上、下剪刃腿部斜度与槽钢成品孔型基本一致,这样在剪切时腿部基本同时受力,剪切力较大,剪刃磨损较快,一方面腿端剪切压痕严重,另一方面剪刃老化后,较易出现槽钢剪切部分撕裂、毛刺较多的现象。后两点是影响槽钢剪切质量的主要原因。
1、针对冷床冷却速度慢的问题,在冷床区增加了水雾风机来提高冷床区的冷却速度,又在剪机**个倍尺处增加了一组水雾喷头,降低槽钢剪切部分的温度,从而避免了因钢温高而造成的剪切缺陷。
2、针对槽钢剪刃设计存在的问题,结合生产实际情况,将剪刃设计为图2所示的形状(以100#槽钢为例)。上剪刃宽度由100改为99,减少上剪刃在左右方向的间隙,改善槽钢两角部的剪切质量;下剪刃两角部圆弧尺寸由R8改为R7,提高两角部的剪切重叠量,改善槽钢肩部剪切质量;下剪刃上边宽度由79改为80,下边宽度由97改为94,使下剪刃腿端斜度小于槽钢成品孔型斜度,这样在腿部剪切时,腿部上、下方向上不会同时受力,从而减少剪切力,改善剪切质量。
3、通过对各规格槽钢实际剪切质量和剪切间隙进行数据回归分析,制定了每种规格的剪切间隙规范,具体为:63#槽钢为0.20~0.30、80#槽钢为0.20~0.35、100#槽钢为0.25~0.35,120#槽钢为0.25~0.40,并做出厚度为0.20~1.00的不同垫片。每次更换剪刃时,先测量间隙,再选择相应的垫片,确保剪切间隙控制在工艺要求范围内。

