首页 > 供应商机 > 铝合金矩管规格表 铝方通 四川标准工业方管铝型材成本
铝合金矩管规格表 铝方通 四川标准工业方管铝型材成本
价格:20.00起
成都隆鑫阳金属材料有限公司
联系人:刘圆军
电话:15680006632
地址:四川成都龙泉驿区玉龙路
产品规格:
产品数量:
包装说明:
关 键 词:铝合金矩管规格表
行 业:冶金 有色金属 铝
发布时间:2021-06-17
铝型材方管屏风厂家
铝窗花加工工艺,铝型材方管屏风厂家
【铝窗花】基本说明
产品质量是本企业的发展的优势,这也是企业发展根本保证,本企业是根据客户的需求开发新产品,通过技术**市场,通过良好售前售后服务,来维护和吸引用户使用本企业的设备,本公司生产铝窗花16年,优化产品质量,在用户的试用对比中优势明显,以较高的质量、稳定的运转、较低的维修得到了广大用户的认同。而且价格实在;
铝合金窗与塑钢窗比较说明
1.档次上的差别:国内的铝合金断热窗和塑钢窗是分别适合于不同建筑的消费群体,统计资料显示,塑钢窗适用于一般低层住宅,往往这种档次的产品的消费者对该产品的质量要求不是很高,而高性能断热铝合金窗则适用于各类高度、各类档次建筑,且质量、寿命性能都经受得住高标准考验。
2.性能上的差别:二者节能效果相近;但是由于材质的区别,塑钢窗使用一段时间之后容易发生变形,密封性能不如高性能铝合金窗。
3.寿命上的差别:由于材质的强度和弹性模量及耐磨性能差别较大,使高性能铝合金窗使用寿命往往大于塑钢窗的使用寿命。
4.价格上的差别:一般说来,高性能铝合金窗价格通常比塑钢窗的价格要高一些。但从长远考虑,高性能铝合金窗价格虽然高,但使用年限长;而塑钢窗虽然价格较便宜,但使用年限短。因此,综合价格比相当。

铝型材时效转运
(一)时效时尽量按照材质,厚薄,大小,硬度要求,性能要求相同相似的型材放置同一炉中进行时效处理。时效的型材要严格按照该炉型材相对应的时效工艺进行严格操作,不得擅自更改,不得敷衍了事。
(二)注意观察循环风机,循环冷却水运转,密切注意观察点火加热情况,炉内升温误差情况,炉内升温速度情况,保温情况,并注意炉门的升降安全和密封性。
(三)高温燃烧环境意油,气的泄露情况,通风情况,注意安全。
(四)吊运装卸料框注意坠料,注意行车及料框同自身的安全距离。
(五)时效炉内严禁滞留人员,必须进入炉内作业时一定要做好相应的保护,并必须有成年人在外观察保护。炉内杜绝可燃易爆物携入,严禁用作烘烤,取暖,睡觉等非生产性用途。
(六)不同后加工要求的型材不得并料并框,应根据后加工要求连同流程卡(制造传票)分别转入各生产部门。如实做好工序各表单记录,以便核查。交接班要当面交代清楚当班情况。

铝型材锯切装框
(一)在输送架上的料要将料头和接痕相对应,型材相互间不得碰擦,长短料要作好相互间的保护。型材要前后摆直,切断面不得倾斜。多检查架面毛条,塑件的包裹情况,注意同的铁架等尖锐硬质金属相碰擦。
(二)氧化,喷涂,喷砂,弯圆,冲孔,素材,锯切,包装,时效,自然材,等不同后加工要求,不同材质的型材,要分别装框转运。
(三)装框时注意对悬臂比长型材,壁薄材,圆弧材,开口材,实心小截面材,板材,表面高要求材,互扣,自扣或不易分离的型材等要注意装框的方式和方法,以及必要的工具,衬纸衬套等。垫条(衬垫)要上下对应,排列正确,间隔适当,数量合适,(有些易变形,高表面型材不得放垫条)能承受型材重量和一定的加力,不能过多推放,叠放。需架空装框的型材必须架空堆放。
(四)注意型材堆放在框中的位置,避免两头轻重,造成型材起堆,滑落等事故。注意锯切速度,锯切面毛刺情况,观察锯床喷油大小加以调整。注意锯床压料情况(行程,轻重)。锯切操作时要注意力集中,避免人身安全伤害事故。锯切时严禁在型材两外侧用力,避免在锯切中型材夹锯,造成打料动作发生进而瞬间即既损料又伤人。
(五)注意铝屑要吹净,毛刺要刮除,间隔要适当,吊运要安全,叠框要对齐。叠框数量不能**过公司规定的4层数量要求。
(六)抬料装框要轻拿轻放,小料,薄料,长料,扁材,实心小料等易弯曲的料中间要有人抬料,并注意翻倍定尺长度(锯切,氧化夹头留量)是否会对后道工序(锯切,氧化,包装,吊运,运输)的加工生产产生难度,影响效率,甚至无常加工生产。

按用途分类:
1. 建筑铝型材(分为门窗和幕墙二种).
2. 散热器铝型材。
3.一般工业铝型材:主要用于工业生产制造用的,如自动化机械设备、封罩的骨架以及各公司根据自己的机械设备要求定制开模,比如流水线输送带、提升机、点胶机、检测设备、货架等等,电子机械行业和无尘室用得居多。
4、轨道车辆结构铝合金型材:主要用于轨道车辆车体制造。
5、装裱铝型材,制作成铝合金画框,装裱各种展览、装饰画。
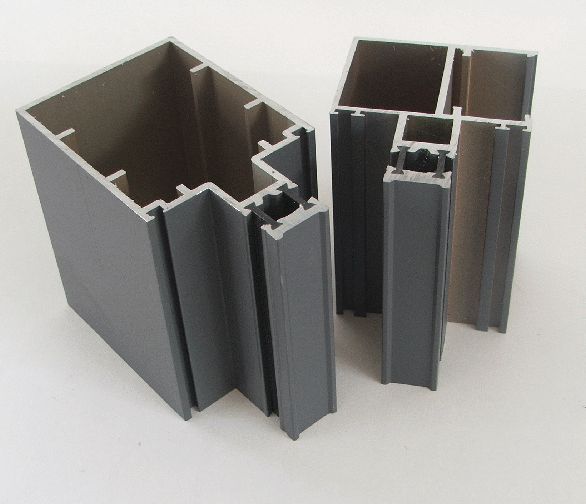
空心铝型材与实心铝型材的加工工艺和挤压方法基本是相同的,不同的地方在于所使用的模具。
对于实心铝型材的模具,只需在模具上加工成型孔,即可通过挤压机进行挤压成型。而对于空心铝型材来说,模具是由上模和下模两部分所组成,下模加工成铝型材的外形,上模则加工成空心部分形状的模芯,然后将上模模芯固定在下模的型腔内,同时上模与下模之间还设计了焊合铝银粉的质量测试仪室。为了使铝进入模具型腔,
在上模上还设计有分流孔,铝通过分流孔流到焊合室,铝在高温高压下重新焊合,挤出模具型孔,成为我们所需要的空心铝型材。由于空心铝型材所用模具是由两部分组成的,所以我们把空心铝型材模具叫做组合模,也有的因为阳上模有分流孔,所以就叫做分流模。