首页 > 供应商机 > 泰州钢铝拖链供应商 宿迁定做钢制拖链生产厂家 拖链
泰州钢铝拖链供应商 宿迁定做钢制拖链生产厂家 拖链
价格:100.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:泰州钢铝拖链商
行 业:五金 机械五金 机床附件
发布时间:2021-06-03
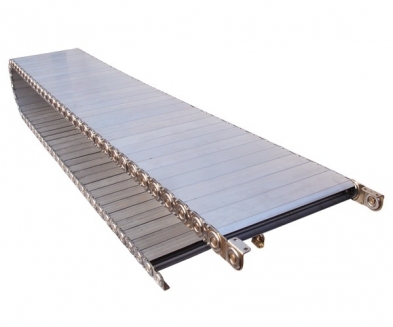
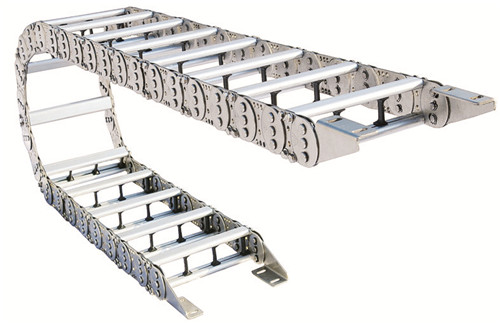
钢铝拖链就这样像光一样的发展,速度之快,可其中也存在着诸多的问题,常见的就是钢铝拖链在生产过程中的质量,使用寿命以及良莠不齐的现像,在加上市场上竞争的激烈,如因如些激烈的市场,铸就了那些从质量,从应用角度出发生产钢铝拖链的企业,淘汰了只顾一时间的利润而不顾产品质量的生产企业。正因有这样的企业在推动着钢铝拖链的发展,不管是从钢铝拖链的外观还是到他的使用年限都得到了很大的提高,但对于钢铝拖链起步较晚的其它国家来说,钢铝拖链本身产品和国外的比起来还存在着一定的差距。其主要原因不在钢铝拖链本质产品上,而是和当时的国情有着一定的关系,不要质量要数量的口号使得我国钢铝拖链产品落后于其它国家
本发明的利用可任意选择的函数或关系生成虚拟轴的实施方式的优点是在磨削具有螺旋壳面的工件,例如圆柱齿轮(螺旋面,所述螺旋面的螺纹倾斜为零,即直齿)、蜗杆或者转子时经常会出现采用一个的非虚拟的导向轴常常不能满足整个工件加工过程的要求的情况,这是因为它的导向运动或导向移动考虑到在实际中限定的数值精度常常很小,以便根据此还可以计算出具有其它轴的充分的移动的控制函数(或关系)的缘故。特别明显的是,当例如一用于对砂轮在砂轮架滑座的移动方向上进行定位的与径向进给轴水平正交可定位的砂轮架滑座作为导向轴加以应用和在工件上铣削作为螺旋壳面终结的与工件旋转轴垂直伸展边棱时,在大多数工件上具有多个被圆的轴段相互分隔开的或至少不同于其几何形状的螺旋面。(就此需要说明的是,具有这种部分或分段的螺旋面的工件也被视为本发明的具有螺旋壳面的工件。)在上述的情况下砂轮架滑座的在对工件轴的垂线上的位置上的移动是完全直立的并且因此在数字分辨率不受限制的情况下不再作为导向移动,因此砂轮架滑座在此位置上时不能作为导向轴加以使用。所以需要在这类位置上时对导向轴进行更换,此点将将进一步了实现用于不同机床模型的统一机床控制参数的难度,这是因为在更换机床时将出现上述已经提及的对新的机床的适配调整的难题,特别是对所采用的导向轴进行适配调整的难题的缘故。另外还要注意到,在工件的所述位置上对轴进行更换,基于伴随出现的对轴控制的不稳定性将导致在制作的工件上出现不希望出现的加工痕迹。
在利用可任意选择的函数或关系形成本发明的虚拟轴的情况下,则该虚拟轴在整个加工过程中都是适用的,而不必更换导向轴,因为采用这种方式由于可以任意选择,因而避免了导向轴对每种由制造过程决定的依赖关系的缘故。采用这种方式,本发明有益地也适用于仅一种加以考虑的机床类型的作业的情况,这是因为在这种情况下在采用本发明的可任意选择的虚拟轴时根本不存在上述的更换导向轴的问题,因此在工件上不会出现由于所述问题带来的误差。与此相反,在对虚拟轴固定选择的情况下,则很有可能不能排出由工艺决定的依赖关系,则将会导致出现数字条件不利的系统。
如上举例所述,特别是多项式函数可以作为可任意选择的多项式函数,但也可以用圆关系作为可任意选择的多项式函数。同样也可以用数值表对可任意

中所示,侧门21设置于机动车10的车身11于车辆宽度方向的各侧。门铰链22位于侧门21的前端,各侧门21由车身11通过门铰链22以转动方式支撑。转动侧门21,从而选择地打开及关闭车身11中所形成的用于上车及下车的开口(未示出)。各侧门21包括门外板23和门内板24,门外板23和门内板24分别形成侧门21于车辆宽度方向的外侧部分和内侧部分。在门外板23和门内板24中除上部之外的边缘处,使门外板23和门内板24结合在一起。在各门内板24下端于前后方向的数个位置处,形成通孔25。,竖向延伸的门缝密封条31安装于门内板24的前端。门缝密封条31用以密封防护板15 (其为车身11的组件)与门外板23之间的空间,并且包括基底部32和密封唇33。基底部32使用硬质塑料如聚丙烯(PP)通过成型形成为板状形状。密封唇33使用比形成基底部32的塑料软的塑料如热塑性烯烃(TPO)形成。密封唇33与基底部32 一体方式形成,并且密封唇33从基底部32的前端部向外向前延伸。密封唇33通过嵌件成型形成为这种形状,嵌件成型中例如将基底部32布置在模具中作为嵌件,然后,将TPO注入模具作为模塑材料。
门缝密封条31布置成,使得基底部32从内侧与门内板24重叠。卡子34安装于基底部32于竖向的数个部分处,利用卡子34将门缝密封条31固定于门内板24。关闭侧门21时,密封唇33接触防护板15,并因此弹性方式变形,从而终压贴防护板15。由此密封防护板15与门外板23之间的空间。
,门槛板12构成车身11中在关闭侧门21时面对侧门21下端部的部分。门槛板12包括门槛外板部13和门槛内板部14,门槛外板部13和门槛内板部14分别构成门槛板12于车辆宽度方向的外侧部分和内侧部分。在门槛外板部13和门槛内板部14的上缘以及下缘处,使门槛外板部13和门槛内板部14结合在一起。中所示,门槛密封条51安装于门内板24的下端部,以在关闭侧门21时密封门内板24与门槛外板部13之间的空间。体而言,朝车辆内部凸出的安装基部35与各门缝密封条31的基底部32的下端一体方式形成。安装基部35包括平的斜壁部36、平的底壁部37、以及一对平的相对壁部39。斜壁部36倾斜成,使得斜壁部36在向下方向上从基底部32越来越向内分隔开。底壁部37从斜壁部36的下端向外延伸。相对壁部39从前方和后方封闭由斜壁部36和底壁部37所形成的空间。底壁部37的下表面成形为平坦的,以形成接纳表面37a,门槛密封条本体52的前端安装于该接纳表面37a。底壁部37具有于竖向延伸贯穿底壁部37的孔38。平的壁部41从安装基部35的接纳表面37a的外缘向下延伸。门槛密封条51包括:门槛密封条本体52,其具有长条形状;以及卡子57和*二卡子58,其安装于门槛密封条本体52的数个位置处。通过按预定尺寸将中空挤出物(其通过挤出成型形成)切成区段,形成门槛密封条本体52。门槛密封条本体52包括上片53和一对侧片54、55。上片53于车辆宽度方向沿底壁部37延伸。侧片54、55从上片53的车辆宽度方向处于相反位置的侧缘大体向下延伸,并且在下缘处结合到一起。上片53与侧片54,55形成为门槛密封条本体52,使得门槛密封条本体52具有大致三角形截面。上片53前端的平坦上表面构成安装表面53a。门槛密封条本体52的处于相反位置的纵向端52a以未经机械加工(包括后整形或修整)的状态使用,因此,该处于相反位置的纵向端52a维持处于通过上述切割带来的开口状态。从门槛密封条本体52的内侧向上,将卡子57安装于上片53的前端,并且从中穿过。将*二卡子58安装于门槛密封条本体52的上片53中向后与卡子57分隔开的对应部分,并且从中穿过。*二卡子58从门槛密封条本体52内侧向上凸出。
安装表面53a (其位于上片53前端的上表面上)的大致整个部分保持与接纳表面37a(其沿着安装基部35的下表面)处于接触的状态下,使卡子57从下方穿过孔38。在此状态下,壁部41位于侧片54前端的外侧,并且在其附近。上片53中从卡子57向后隔开的部分保持与门内板24处于接触。在此状定于安装基部35,以及(ii)*二固定,将上片53固定于门内板24,从而将门槛密封条51安装于侧门21。呈现提高的刚性。结果,即使承受外力时,上片53中固定于安装基部35的前端也不易变形。在*二固定处,上片53保持与门内板24处于接触。在此状态下,将*二卡子58从下方穿过通孔25,以将上片53固定于门内板24。以这种方式,在维持与门内板24处于接触的状态下,将上片53固定于门内板24,该门内板24具有提高的刚性。结果,即使承受外力时,上片53也不易变形。关闭侧门21时,门槛密封条本体52在侧片55 (其为内侧片)处与门槛外板部13
目前,在钣金设计设备外壳时,出于对系统安全的考虑,往往要求将钣金的各组成零件连接成一体,后统一接地。这样做是为了避免静电的积累,导致系统PCB板上芯片被烧坏。通常情况下,国内在钣金设计设备外壳时所采用的设计方法是,在不同的零件上焊接接地螺钉,再用端子线将各零件连接为一体。但是焊接接地螺钉的方法总的来说成本比较高,而且连接复杂,要耗费较多的装配工时,这种情况亟待解决。
实用新型内容为了克服上述技术问题,本实用新型提供一种钣金组合外壳的导静电结构,该导静电结构实现了钣金之间的有效电连接,能使钣金外壳的静电有效地导出去。本实用新型所采用的技术方案是:种钣金组合外壳的导静电结构,包括若干件相互接合的表层涂有保护层的钣金块,所述钣金块相互接合部分设有螺孔,所述螺孔周边设有若干个圆锥凹槽,所述圆锥凹槽的圆周边凸起部为钣金块的金属层,所述相接合的钣金块之间的螺孔及圆锥凹槽的周边凸起部对应接合,所述相邻钣金块之间通过螺栓穿过螺孔锁紧。优选地,所述各件钣金块设有定位凸点与定位凹槽,且相接合的两件钣金块的所述定位凸点与定位凹槽相互配合定位,保证相接合的钣金块之间的螺孔及圆锥凹槽的周边凸起部对应接合。,所述圆锥凹槽均匀分布在所述螺孔周边,个数为6个,其连接线为正六边形。所述圆锥凹槽的圆孔直径为0.8-1.2mm,深度为0.2-0.5mm。所述螺孔中心与所述定位凸点中心距离为6-10mm。所述圆锥凹槽之间的距离为10mm本实用新型的有益效果是:本实用新型结构简单实用,实现了钣金之间的有效电连接,能使钣金外壳的静电有效地导出去。和实施方式对本实用新型进一步说明。,本实用新型的一种钣金组合外壳的导静电结构,包括若干件相互接合的表层涂有保护层的钣金块,所述钣金块相互接合部分设有螺孔4,所述螺孔4周边设有若干个圆锥凹槽1,所述圆锥凹槽I的圆周边凸起部为钣金块的金属层,本实用新型优选所述圆锥凹槽I均匀分布在所述螺孔4周边,个数为6个,其连接线为正六边形。所述相接合的钣金块之间的螺孔4及圆锥凹槽I的周边凸起部对应接合。优选地,为了使两件相接合的钣金块的圆锥凹槽I的圆周边凸起部一一对应接合,所述各个钣金块设有定位凸点2与定位凹槽3,且相接合的两件钣金块的所述定位凸点2与定位凹槽3相互配合定位,保证相接合钣金块之间的螺孔4及圆锥凹槽I的周边凸起部对应接合。所述相邻钣金块之间通过螺栓5穿过螺孔4锁紧。另夕卜,本实用新型优选所述圆锥凹槽I的圆孔直径为0.8-1.2mm,深度为0.2-0.5mm,优选所述螺孔4中心与所述定位凸点2中心距离为6_10mm,优选所述圆锥凹槽I之间的距离为1mm0
[0020]本实用新型通过在钣金组合外壳的钣金块的螺孔4周边打造圆锥凹槽I导静电点,并通过设置定位凸点2与定位凹槽3,实现两件钣金块上的圆锥凹槽I圆周凸起部一一对应地接合,由于所述圆锥凹槽I圆周突起部为钣金块金属层,两件钣金块的圆锥凹槽I圆周突起部对应接合后,使得接合部位任何两点之间的电阻小于0.5欧姆,这样就使得钣金组合外壳所产生的静电通过钣金块圆锥凹槽I圆周突起部的金属层导入地面中,实现了有效地导静电的目的。
[0021]以上是对本实用新型的较佳实施进行了具体说明,但本实用新型并不限于所述实施例,熟悉本领域的技术人员在不违背本实用新型精神的前提下还可做作出种种的等同变形或替换,这些等同的变形或替换均包含在本申请要求所限定的范围内。

此点通过一种用于制造具有螺旋壳面的工件的多轴机床得以实现,所述机床具有用于固定工件的工件夹具、工具、用于对工件进行加工或用于对工件和工具进行相对定位的可控的机械轴以及用于对轴进行控制的控制和/或调节装置和本发明的特征在于,至少设有一虚拟轴,所述虚拟轴作为其它轴的导向轴被参数化和仅用于实现其它轴的同步。
采用此方式建立了一种附加的虚拟轴,该虚拟轴本身并不对机床的机械轴进行控制,但却可以实现其它轴的同步。此点可以用一个取决于时间的多项式表
同步地形成实际用于控制机械轴时采用的位置值Achspos1=因此,通过设定这样一个虚拟轴可以完全与机床的每个轴的每个实际移动无关地生成用于控制机械轴的轴位置,因此实现了在更换有待控制的机床时(在几何尺寸允许的范围内)仅新形成控制那些在新的机床中添加的轴的机床控制参数。与此相反,那些在机床更换之前和之后仍然存在的轴的机床控制参数可以保持不变。在上述多项式中不必重新形成对这些轴的轨迹曲线进行定义的系数a1,J。
分单纯性进口及随同成套工程引进进口等两个渠道。近年我国沿海几大港口(大连、天津、秦皇岛、连云港等)在新建、扩建油、煤、粮等大宗进出口商品自动装卸工程中,随着主体设备引进的同时,大型槽钢的进口量也在增加。主要生产国家和地区为日本、俄罗斯、西欧。
外观要求
槽钢的表面质量及几何形状的允许偏差在标准中有具体规定。一般要求表面不得存在用上有害的缺陷,不得有显著的扭转,规定槽钢波浪弯(镰刀弯)的允许值及各规格槽钢面形状的有关参数(h ,b ,d ,t 等)的数值、允差值。槽钢几何形状不正确的主要表现是:角、腿扩及腿并等。
该机组的设计能力为20万t/a,但产量达到了60万t/a,冷床区生产能力不足的问题很**,与生产角钢相比,槽钢的冷却速度较慢,从而造成剪切时槽钢温度较高,较易出现塌肩、毛刺、撕裂等缺陷,并且对剪刃寿命的影响较大。