波纹管 蚌埠销售PVCHDPE双壁波纹管生产线
价格:306000.00起
张家港鑫凯岳科技有限公司地处张家港三兴白熊路98号,是一家研究,开发,制造与一体的。
成型原理
1、成型机 :波纹管成型机是生产波纹管的关键设备,关系到管材的质量和产量。双壁波纹管的成型方式也多种多样,并且不同于其它管材的成型设备。
按模块装配方式可分为:立式和卧式(水平式)两种 ,立式成型装置可使模块上下开合,并且占地面积小、结构紧凑,但模块更换较困难,特别是大口径模块的更换;水平式(又称为卧式)成型装置可使模块水平开合(通常只有大口径的成型设备),占地面积较大,但更换模块比立式方便。而且模块内设计了冷却水循环通道,以水作为冷却介质,大幅度提高了生产的速度。
按定型方式可分为:气压定型和真空定型两种 ,目前部分厂家采用气压定型法设备,也就是将压缩空气通过机头模芯支座上的筋条和固定在模芯上的螺塞加到外层管坯内腔,使管坯紧贴在模块上,形成波峰。这种设备生产出来的制品可以是任意截面,还可以提高波纹管的质量,减少凹凸波纹宽度上有厚度误差,并且减少废品,还大大简化了制品内冷却设备的结构和机头结构。但是压缩空气的波动使管材的波峰不尽一致,产品的外观较难控制。
2、成型模块 :波纹管的成型模具主要就是模块,它决定着管材的基本结构和尺寸。随着成型方式的不同,以及模块运动轨迹的不同,模块的结构也有所不一样。目前大多生产线是通过模块抽真空将料坯吸附在模具内表上,模块上就必须有抽真空用的通道。成型模块的结构直接决定着管材的环刚度。
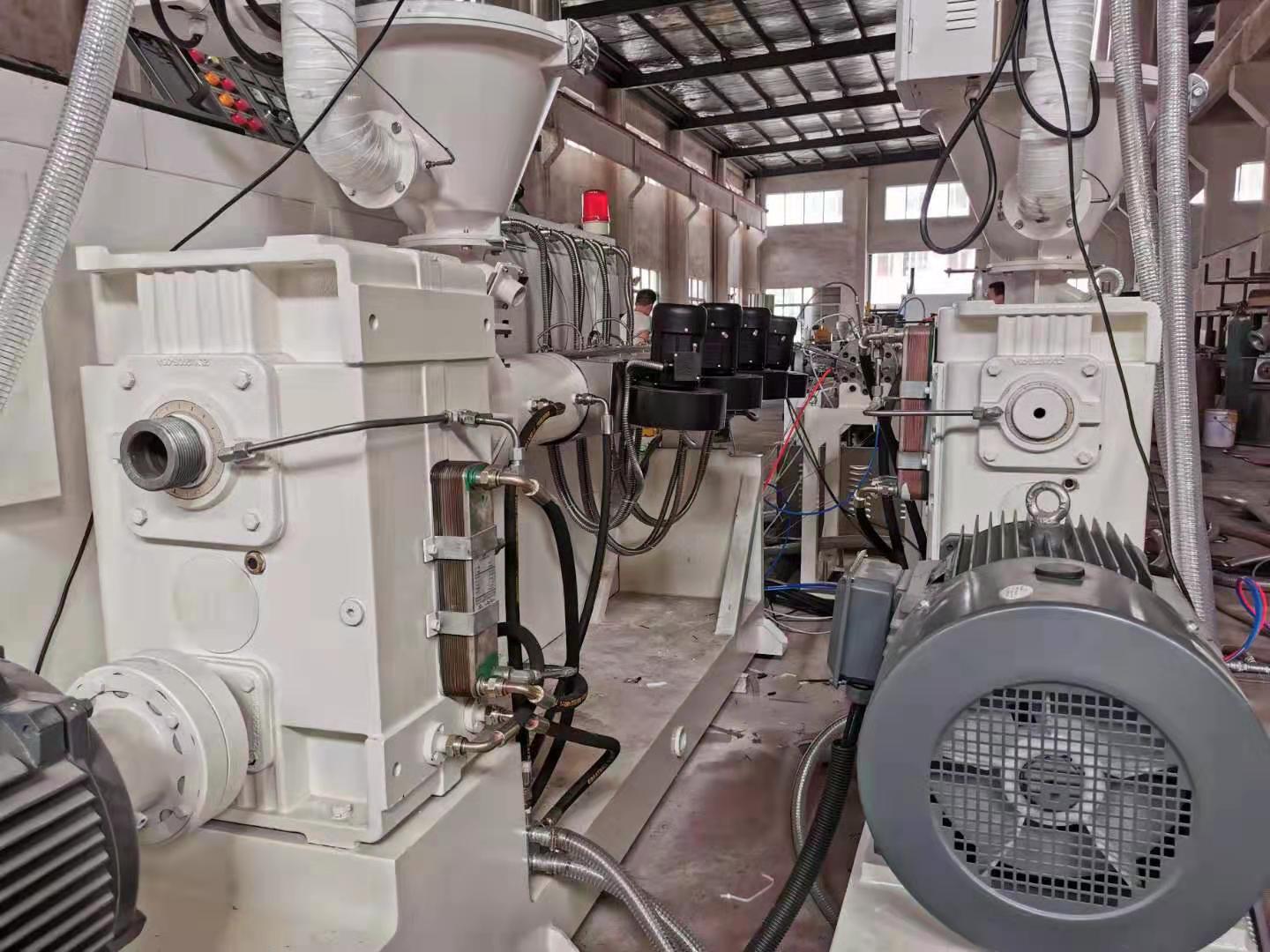
整条线由65单螺杆挤出机,50单螺杆挤出机,模具,成型机,单盘收卷机,成型模块等组成。该生产线使用条件;380v-420v/3相/50HZ,使用物料PE粒料,使用管径范围Φ75-Φ110(波纹管外径)
挤出机:采用PE高速单螺杆挤出机,机筒开槽式设计,配备了低噪音风机,高速硬齿面减速箱。波纹管内外层分别由二台挤出机立供料,可实现内外层使用不同原料的管材生产,保证挤出。挤出机头:双流道结构、氮化磨光处理,口模的设计,适合不同材料、不同环刚度管材的生产。的模具结构保证了内外层壁厚均匀和稳定地成型。
PE双壁波纹管的原材料
1、 原料的组成 :PE双壁波纹管的原材料一般由聚、增强性功能母料和颜料等组成。如果原材料潮湿,为了提高生产效率,可添加适当的消泡剂。
2、 对原材料性能的要求 :如何生产出一根低成本,高品质的波纹管,很大程度上取决于对原材料的选择和配方的搭配。
1) 对聚(PE)性能的一般要求有熔体流动速率(MFR)、氧化诱导时间(OIT)和密度等。熔体流动速率的大小反映了分子量的大小,一般来说,熔体流动速率大一点的材料有利于加工成型,并可提高生产效率。但也不能过大,过大对环刚度的影响较大,选用0.8-1.5g/10min(190℃,5kg)之间为宜。氧化诱导时间决定了氧化破坏的时间,对于要求使用50周年的波纹管来说,控制好原材料的氧化诱导时间是能否保证50年使用寿命的关键。GB/T19472.1-2004中明确规定,波纹管的原材料的氧化诱导时间应≥20min(200℃)。对中、高密度聚来说,可通过改变密度来调整其性能。因为我们知道密度相对低的聚可延长其脆性破坏的时间。如图1所示。
2) 功能母料的选择也很关键,目前尚无有关排水管道功能母料的国家标准,各厂家的产品的性能不尽一致。选用功能母料时应当充分考虑其分散性、偶联性和对聚改性的程度。
3) 配方是否合理也决定着产品的质量。一些厂家为降低成本,无限制的增加功能母料,这样的产品既无法保证产品的质量,也失去了长远的发展和核心竞争的能力。
张家港鑫凯岳科技有限公司---精心创造、用心服务!