首页 > 供应商机 > 常州机床电缆钢铝拖链品牌 宿迁桥式钢制拖链公司
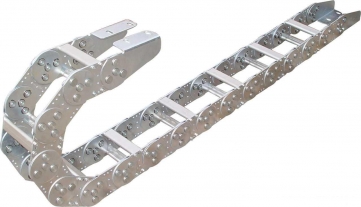
常州机床电缆钢铝拖链品牌 宿迁桥式钢制拖链公司
价格:100.00起
无锡嘉莱机械有限公司
联系人:郭玉飞
电话:18914127116
地址:上海市嘉定区嘉定工业区嘉松北路
产品规格:
产品数量:
包装说明:
关 键 词:宿迁桥式钢制拖链公司
行 业:五金 机械五金 机床附件
发布时间:2021-04-17
钢铝拖链一般应用在机床等机械的电缆、油管、气管、水管、风管上,对电缆、油管、气管、水管、风管起牵引和保护作用。按连接板和样式分为几个类别,每个类品又有多个型号!钢铝拖链(不锈钢铝拖链、全自动钢铝拖链、新型钢铝拖链、半封闭钢铝拖链)
此点通过一种用于制造具有螺旋壳面的工件的多轴机床得以实现,所述机床具有用于固定工件的工件夹具、工具、用于对工件进行加工或用于对工件和工具进行相对定位的可控的机械轴以及用于对轴进行控制的控制和/或调节装置和本发明的特征在于,至少设有一虚拟轴,所述虚拟轴作为其它轴的导向轴被参数化和仅用于实现其它轴的同步。
采用此方式建立了一种附加的虚拟轴,该虚拟轴本身并不对机床的机械轴进行控制,但却可以实现其它轴的同步。此点可以用一个取决于时间的多项式表
同步地形成实际用于控制机械轴时采用的位置值Achspos1=因此,通过设定这样一个虚拟轴可以完全与机床的每个轴的每个实际移动无关地生成用于控制机械轴的轴位置,因此实现了在更换有待控制的机床时(在几何尺寸允许的范围内)仅新形成控制那些在新的机床中添加的轴的机床控制参数。与此相反,那些在机床更换之前和之后仍然存在的轴的机床控制参数可以保持不变。在上述多项式中不必重新形成对这些轴的轨迹曲线进行定义的系数a1,J。
原则上讲,当然可以放弃这种统一的导向轴并且替代这种导向轴在机床控制参数中给出根据具体情况作为导向轴加以采用的轴。提出这样一种方案可以使机床控制参数实现一定程度的统一。但此点仍不能令人满意,这是因为随后在在更换机床类型情况下,当所述机床不具有选用的导向轴时,不仅产生提出针对导向轴新的机床控制参数的问题,而且由于上述其它轴对导向轴的依赖关系同时还需要为所有其它取决于导向轴的轴生成新的机床控制参数。如果与此相反,不存在作为导向轴的另外一个轴,则可以尝试以如下方式在工件上实现其定位结果,即对另外的在新的机床类型上存在的其它轴通过机床控制参数进行相应控制,其中其余的轴的相应的机床控制参数保持不变。
这样可以用利用工件在水平向上的旋转实现工件和工具的相对摆动的摆动轴取代利用工具轴在垂直向上的旋转实现工件和工具相对摆动的不存在的可定位的摆动轴,同时并不涉及夹头的用于对在工件夹具上的工件进行旋转的径向进给轴或可定位的旋转轴的机床控制参数。
然而对此的前提是,为所有加以考虑的机床类型的总体控制方案必须可以提出一个统一的导向轴。此点在成形磨床上是行不通的,这是因为如上所述,与根据滚切方法工作的机床不同,不存在原则上一直必要的可以作为导向移动的滚切移动。
因此,本发明的目的在于提出一种用于制造具有螺旋壳面的工件的机床的计算机控制系统,其中可以实现对具有不同的可控轴的不同的机床类型的相应的机床控制参数的应用,从而在更换有待控制的机床时(在几何尺寸允许范围内)新形成的用于对轴进行控制的机床控制参数影尽可能少。

本实用新型的目的是提供一种用于数控机床上的镗铣车钻磨多功能,且在同一电主轴上同时进行两项加工业务的电主轴,即镗铣车机床伸缩电主轴,该电主轴的问世,一是增加了加工业务范围,二是在同一电主轴上同时进行两项加工业务,即电主轴前总成电机转子前端空心主轴卡盘在车削工件的同时,伸缩空心镗杆进行加工其业务,因伸缩空心镗杆前后行走及定位,对管类工件在车削外圆的同时进行航磨内圆的磨削加工,显著提高了工作效率。广泛用于重型工业,工程机械,船舶,,矿山设备等行业,并且具有加工工件精度高,可靠性强,噪音低,移定性好,操作方便等优点,市场前景十分广阔

本发明的利用可任意选择的函数或关系生成虚拟轴的实施方式的优点是在磨削具有螺旋壳面的工件,例如圆柱齿轮(螺旋面,所述螺旋面的螺纹倾斜为零,即直齿)、蜗杆或者转子时经常会出现采用一个的非虚拟的导向轴常常不能满足整个工件加工过程的要求的情况,这是因为它的导向运动或导向移动考虑到在实际中限定的数值精度常常很小,以便根据此还可以计算出具有其它轴的充分的移动的控制函数(或关系)的缘故。特别明显的是,当例如一用于对砂轮在砂轮架滑座的移动方向上进行定位的与径向进给轴水平正交可定位的砂轮架滑座作为导向轴加以应用和在工件上铣削作为螺旋壳面终结的与工件旋转轴垂直伸展边棱时,在大多数工件上具有多个被圆的轴段相互分隔开的或至少不同于其几何形状的螺旋面。(就此需要说明的是,具有这种部分或分段的螺旋面的工件也被视为本发明的具有螺旋壳面的工件。)在上述的情况下砂轮架滑座的在对工件轴的垂线上的位置上的移动是完全直立的并且因此在数字分辨率不受限制的情况下不再作为导向移动,因此砂轮架滑座在此位置上时不能作为导向轴加以使用。所以需要在这类位置上时对导向轴进行更换,此点将将进一步了实现用于不同机床模型的统一机床控制参数的难度,这是因为在更换机床时将出现上述已经提及的对新的机床的适配调整的难题,特别是对所采用的导向轴进行适配调整的难题的缘故。另外还要注意到,在工件的所述位置上对轴进行更换,基于伴随出现的对轴控制的不稳定性将导致在制作的工件上出现不希望出现的加工痕迹。
在利用可任意选择的函数或关系形成本发明的虚拟轴的情况下,则该虚拟轴在整个加工过程中都是适用的,而不必更换导向轴,因为采用这种方式由于可以任意选择,因而避免了导向轴对每种由制造过程决定的依赖关系的缘故。采用这种方式,本发明有益地也适用于仅一种加以考虑的机床类型的作业的情况,这是因为在这种情况下在采用本发明的可任意选择的虚拟轴时根本不存在上述的更换导向轴的问题,因此在工件上不会出现由于所述问题带来的误差。与此相反,在对虚拟轴固定选择的情况下,则很有可能不能排出由工艺决定的依赖关系,则将会导致出现数字条件不利的系统。
如上举例所述,特别是多项式函数可以作为可任意选择的多项式函数,但也可以用圆关系作为可任意选择的多项式函数。同样也可以用数值表对可任意
因采用焊接工艺制作截面为H形得名,分为埋弧焊H型钢,高频焊H型钢。埋弧焊H型钢采用工艺:钢板--自动分条--组立--自动埋弧焊--探伤--翼缘矫正--腹板矫正--端面加工--喷砂除锈--喷漆。全自动埋弧焊生产线自下料、组立、焊接全部由微机控制,保证生产的H型钢尺寸精度,焊缝质量均达到国家标准。采用G205-2001标准。高频焊接H型钢,靠高频电流使金属局部自身熔化焊合,不用焊丝,焊剂。可高速连续生产,产量高,易实现机械化,自动化。相同截有优良的截面性能。
在使用中要求其具有较好的焊接、铆接性能及综合机械性能。 产槽钢的原料钢坯为含碳量不**过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型号右边加a b c 予以区别,如25#a 25#b 25#c等。

