cnc数控机床培训 免费试学
价格:5500.00起
余姚市优职模具厂
联系人:周老师
电话:15669150888
地址:浙江省宁波余姚市凤山街道中山北路1395号
产品规格:
产品数量:
包装说明:
关 键 词:cnc数控机床培训
行 业:教育 设计培训 模具设计培训
发布时间:2021-03-26
你是否听说身边的人说,数控行业前景可观,想找个好点的培训班好好的学,争取能入行?
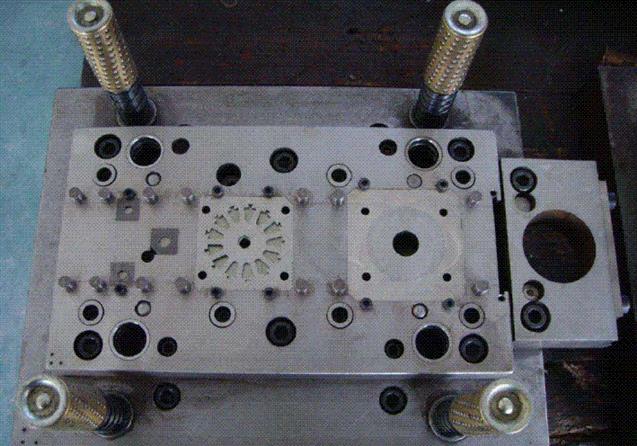
在模具行业中,尤其是塑胶模具行业,电火花加工是一个非常重要的工艺环节,这就需要设计大量的电极(拆铜公)来进行电火花加工。
1. 模具中需要设计电极的部位
模具型面上有许多深槽窄缝、复杂型腔,是铣削加工机床难以加工的部位,这就需要电火花加工,另外一些加工精度和表面粗糙度要求特别高的部分也常用电火花加工。
(1)模具中存在直角或尖角的部位
(2)圆角位太深且所在位置狭窄
(3)由曲面与直壁或斜壁组成的角位
(4)模具结构中存在较深且窄的部位
2. 电极的结构形式
有整体式电极和镶拼式电极两种结构形式。整个电极用一块材料加工而成,是常用的结构形式。对形状复杂的电极整体加工有困难时,可将其分成几块,分别加工后再镶拼成整体,镶拼式电极可节省材料,但应保证各电极镶块之间的精度。
整体式电极与镶拼式电极
3. 设计电极的经验
(1)设计电极前要充分了解模具结构。分清楚模具的胶位、插破位、靠破位、枕位等,确认好哪些部位需要放电加工,模仁与镶件是否要组装放电。
(2)设计电极时要按照一定的顺序进行,以防漏拆电极。这点对于复杂模具的电极设计非常重要。
(3)设计电极要考虑电极的制作问题。设计的电极应容易制作,是只使用一种加工方法就可以完成。如用CNC铣制作复杂电极非常方便,也容易保证电极精度。
(4)对于产品有外观和棱线要求的模具,可以**考虑将电极设计为一次可以加工整体型腔的结构;有时整体电极加工有困难,有加工不到的死角,或者是不好加工,所需太长或太小,就可以考虑分多一个电极,有时局部需要清角电极。
(5)电极的尖角、棱边等凸起部位,在放电加工中比平坦部位损耗要快。为提高电火花加工精度,在设计电极时可将其分解为主电极和副电极,先用主电极加工型腔或型孔的主要部分,再用副电极加工尖角、窄缝等部分。
(6)对于一些薄小、高低跌差很大的电极,电极在CNC铣制作和电火花加工中都非常容易变形,设计电极时,应采用加强电极的结构。
(7)电极在加工部位开向的方向,必须延伸一定尺寸,以保证工位加工出来后口部无凸起的小筋。
(8)考虑对某些电极进行避空处理,避免在电火花加工中发生加工部位以外不希望的放电情况。
(9)设计电极时应考虑减少电极的数目。可以合理地将工件上一些不同的加工部位组合在一起,作为整体加工或通过移动坐标实现多处位置的加工,如下图所示,将工件上多处相同的加工部位采用电极移动坐标来加工。
不同加工部位组合在一起的电极
(10)设计电极时应将加工要求不同的部位分开设计,以满足各自的加工要求。如模具零件中装配部位和成型部位的表面粗糙度要求和尺寸精度是不一样的,所以不能将这些部位的电极混合设计在一起。
(11)给电极设计合适的底座。底座是电火花加工中校正电极和定位的基准,同时也是电极多道工序的加工基准,如在用线切割清除电极上拐角部位的加工中,就需要用基座进行定位。另外,底座上设计方便电极安装时辨别方向的基准角
(12)设计电极时要考虑电火花加工工艺。选用Z轴伺服加工还是侧向加工或多轴联动加工;电极要便于装夹定位;根据具体情况开设排屑、排气孔。
(13)电极数量的确定。 电极数量的确定主要取决于工件的加工形状及数量,其次还要考虑到工件的材质﹑加工的深度以及加工的面积。
(14)设计电极的底座有两种方法,一种方法是在电极加工部位外形的基础上均匀扩大设计出底座,结果是以底座为基准的X、Y、Z坐标值往往为小数。*二种方法是先给底座基准的X、Y、Z坐标值确定一个整数。显然*二种方法可以避免电火花加工中操作者将复杂小数看错的情况。
(15)一套模具的所有电极设计完成后,应填好备料单(根据电极要求确认电极坯料长,宽,高和电极数量,材质),安排电极的制作,设计好电火花加工的图纸(放电坐标、加工要求及细节备注)。
4. 确定电极缩放量
确定电极缩放量主要考虑的因素:加工形状、加工尺寸、加工余量、加工精度要求、加工表面粗糙度要求、电极与工件材质。
(1)数控电火花粗、中、精加工电极的单侧缩放量一般取0.30-0.15㎜、0.2-0.15㎜、0.15-0.05㎜。比如大多数模具厂的电极尺寸缩放量为粗公单边0.2mm,精公单边0.1mm。
(2)加工面积比较小的电火花加工场合,电极缩放量应取小一些;加工面积比较大的电火花加工场合,电极缩放量应取大一些。
(3)深度值比较大的电火花加工场合,电极缩放量应取大一些,以避免粗加工效率偏低及二次放电造成工位口部尺寸**差。
(4)工件材质为硬质合金时,实际加工中放电间隙大约只有钢材质工件的一半,故确定的电极缩放量也要小些。
(5)电极缩放量在很大程度上决定了加工速度。如果放电能量较大,放电间隙也会较大;反之相反。较大放电能量的加工速度也就会快。如果电极缩放量加大,加工速度也会成倍加快。
5. 选择电极材料
(1)紫铜电极
紫铜是电火花加工中应用广泛的电极材料。因为电极大部份都采用铜加工,所以在沿海地区把电火花加工的电极叫铜公。能比较容易获得稳定的加工状态,精加工中采用低损规准可获得轮廓清晰的型腔,可进行镜面**光加工。缺点是不宜承受较大的电流密度,在加工深窄筋位部分,局部高温很容易使电极发生变形,小电极的毛刺处理困难。
(2)石墨电极
石墨很容易制造成形,无加工毛刺。在大电流的粗加工中,加工速度快。密度小,只有紫铜材料的1/5,使得大型电极制作和准备作业更容易。**薄电极放电加工中时不易变形。石墨电极的不足是不能加工非常精细的表面,在精细加工中电极损耗较铜要大,另外是石墨电极的制作需要的石墨加工机。
(3)铜钨合金
铜钨合金电极材料在电火花加工中使用较少,只有在高精密模具及一些超硬合金的电火花加工中才常被采用。铜钨合金电极材料可以有效地抵御电火花加工时的损耗,能保证较低的电极损耗。不足是材料价格昂贵。
“人与机器都能干的事,要想办法尽量让机器去干;机器和计算机都能干的事,要想办法尽量让计算机去干;要创造条件使计算机和机器尽量多干事。”这一说法对整个模具生产过程都适用,而对光整加工尤为重要,因为光整加工用的人工太多。在光整加工中,除了必不可少的手工外,应尽量采用各种机具和技术,直至自动化。现在市场上有各种各样的光整加工机具、设备、工艺和技术可供选择,数控自动抛光也已被应用,机器人自动弹性抛光技术也已有成果。复合化、自动化、智能化已成为模具光整加工的发展方向。
如果你按上面总结的3招去仔细辨别,就会发现各个培训学校技术实力有很大的差别,不可能是看起来差不多。还是要重申一点,你是学技术,要找技术好的学校。学到了过硬的技术,还怕赚不到这个学费吗。一生的回报至少有100倍以上。当你开始收获时,还在乎这几千元的学费吗。
模具材料重要的因素是热强度和热稳定性,常用料模具材料:工作温度 成形材料 模具材料
<300℃锌合金Cr12、Cr12MoV、S-136、SLD、NAK80、GCr15、T8、T10。
300~500℃铝合金、铜合金 5CrMnMo、3Cr2W8、9CrSi、W18Cr4V、5CrNiMo、W6Mo5Cr4V2、M2。
500~800℃ 铝合金、铜合金、钢钛 GH130、GH33、GH37。
800~1000℃ 钛合金、钢、不锈钢、镍合金 K3、K5、K17、K19、GH99、IN100、ЖC-6NX88、MAR-M200、TRW-NASA、WA。
>1000℃ 镍合金 铜基合金模具、硬质合金模具。
浇注系统分类
根据浇注系统型制的不同可将塑料模具分为三类:
(1)大水口模具:流道及浇口在分模线上,与产品在开模时一起脱模,设计简单,容易加工,成本较低,所以较多人采用大水口系统作业。塑料模具结构分为两部分:动模和定模。随注射机活动部分为动模(多为**出侧),在注射机射出端一般不活动称为定模。因大水口模具的定模部分一般由两块钢板组成故也有称此类结构模具为两板模。两板模是大水口模具中简单的结构。
(2) 细水口模具:流道及浇口不在分模线上,一般直接在产品上,所以要设计多一组水口分模线,设计较为复杂,加工较困难,一般要视产品要求而选用细水口统。细水口模具的定模部分一般由三块钢板组成故也有称此类结构模具为“三板模”。三板模是细水口模具中简单的结构。
(3) 热流道模具:此类模具结构与细水口大体相同,其区别是流道处于一个或多个有恒温的热流道板及热唧嘴里,无冷料脱模,流道及浇口直接在产品上,所以流道不需要脱模,此系统又称为无水口系统,可节省原材料,适用于原材料较贵、制品要求较高的情况,设计及加工困难,模具成本高。 热流道系统,又称热浇道系统,主要由热浇口套,热浇道板,温控电箱构成。我们常见的热流道系统有单点热浇口和多点热浇口二种形式。单点热浇口是用单一热浇口套直接把熔融塑料射入型腔,它适用单一腔单一浇口的塑料模具;多点热浇口是通过热浇道板把熔融料分枝到各分热浇口套中再进入到型腔,它适用于单腔多点入料或多腔模具。
成型分类
(1)注射成型
是先把塑料加入到注射机的加热料筒内,塑料受热熔融,在注射机螺杆或柱塞的推动下,经喷嘴和模具浇注系统进入模具型腔,由于物理及化学作用而硬化定型成为注塑制品。注射成型由具有注射、保压(冷却)和塑件脱模过程所构成循环周期,因而注射成型具有周期性的特点。热塑性塑料注射成型的成型周期短、生产效率高,熔料对模 具的磨损小,能大批量地成型形状复杂、表面图案与标记清晰、尺寸精度高的塑件;但是对于壁厚变化大的塑件,难以避免成型缺陷。塑件各向异性也是质量问题之 一,应采用一切可能措施,尽量减小。
(2)压缩成型
俗称压制成型,是早成型塑件的方法之一。压缩成型是将塑料直接加入到具有一定温度的敞开的模具型腔内,然后闭合模具,在热与压力作用下塑料熔融变成流动状态。由于物理及化学作用,而使塑料硬化成为具有一定形状和尺寸的常温保持不变的塑件。压缩成型主要是用于成型热固性塑料,如酚醛模塑粉、脲醛与模塑粉、玻璃纤维增强酚醛塑料、环氧树脂、DAP树脂、**硅树脂、聚酰亚胺等的模塑料,还可以成型加工不饱和聚酯料团(DMC)、片状模塑料(SMC)、预制整体模塑料(BMC)等。一般情况下,常常按压缩膜上、下模的配合结构,将压缩模分为溢料式、不溢料式、半溢料式三类。
(3)挤塑成型
是使处于粘流状态的塑料,在高温和一定的压力下,通过具有特定断面形状的口模,然后在较低的温度下,定型成为所需截面形状的连续型材的一种成型方法。挤塑成型的生产过程,是准备成型物料、挤出造型、冷却定型、牵引与切断、挤出品后处理(调质或热处理)。在挤塑成型过程中,注意调整好挤出机料筒各加热段和机头口模的温度、螺杆转数、牵引速度等工艺参数以便得到合格的挤塑型材。特别要注意调整好聚合物熔体由 机头口模中挤出的速率。因为当熔融料挤出的速率较低时,挤出物具有光滑的表面、均匀的断面形状;但是当熔融物料挤出速率达到某一限度时,挤出物表面就会变 得粗糙、失去光泽,出现鲨鱼皮、桔皮纹、形状扭曲等现象。当挤出速率进一步时,挤出物表面出现畸变,甚至支离和断裂成熔体碎片或圆柱。因此挤出速率的控制至关重要。
(4)压注成型
亦称铸压成型。是将塑料原料加入预热的加料室内,然后把压柱放入加料室中锁紧模具,通过压柱向塑料施加压力,塑料在高温、高压下熔化为流动状态,并通过浇注系统进入型腔逐渐固化成塑件。此种成型方法,也称传递模塑成型。压注成型适用于各低于固性塑料,原则上能进行压缩成型的塑料,也可用压注法成型。但要求成型物料在低于固化温度时,熔融状态具有良好的流动性,在**固化温度时,有较大的固化速率。


