产品规格:
产品数量:
包装说明:
关 键 词:新乡钢板切割型号
行 业:建材 金属建材 钢板
发布时间:2021-03-23
无锡海辰得在实践经验中总结的钢板切割小常识 ---一家专注钢板切割的厂家 -- 无锡海辰得
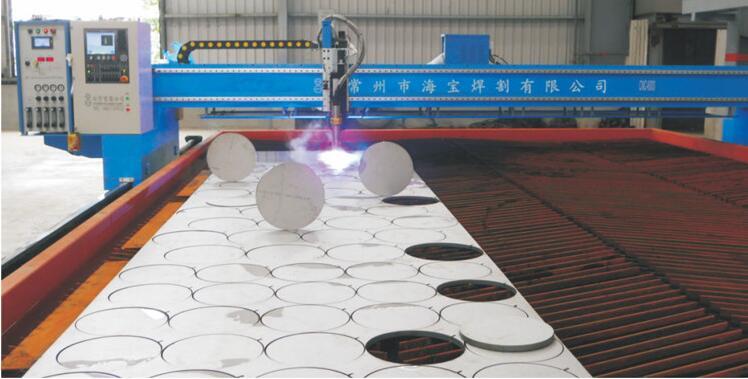
工欲善其事,必先利其器,介绍无锡海辰得公司的的钢板切割机:更好的为客户提供中厚板切割
1、有效切割宽度:1300mm
2、有效切割长度:2500mm
3、整机大运行速度:15000mm/min
4、切割精度:+-0.2mm
5、重复定位精度:+-0.1mm
6、割炬大升降距离:170mm、200mm、250mm
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割
性能特点
1、的等离子数控系统,全脱机工作,人性化操作
2、快速数据传输,采用的USB接口全脱机工作,不占用电脑资源
3、多种软件兼容
4、**作业,拥有断电,断点续雕,加工时间预测,自动对刀
一家专注钢板切割的厂家 -------------- 无锡海辰得

无锡海辰得自动化总结钢板剪切加工的种类小常识---一家专注钢板切割的厂家 -- 无锡海辰得
钢板切割时的一些工艺参数如果设置不正确,可能会影响终的切割效果;在切割时,有些地方也是需要注意的,这样避免出现不必要的问题。
一、影响钢板切割工艺参数
1.焦点
焦点是影响切割的重要因素之一,焦点的高低决定了切割缝隙的大小,不同厚度的板材焦点抬升降低的高度不一样。
2.气压
气压越大端面越差,气压小切不穿反渣或挂圆渣。
3.功率
碳刚功率不能太大,薄板1500W以下,功率越大激光模式越不稳定,切割的端面差。
4.速度
不锈钢速度慢也会挂渣。
5.切割嘴的选择
切割嘴的孔径大小影响切割时气流量的大小,板越厚切割嘴的孔径要越大。
6.打孔
镜片的伤害主要来自反渣,碳钢主要是打孔暴孔时反渣伤镜片,要解决打孔暴孔主要注意以下几方面:
(1)如果是切割头刚下来开始打就暴孔,就要先检查打孔用的频率;再就看打孔的功率,功率过大也会出现暴孔,气压过大也会出现此种情况。
(2)打孔时间过短打不穿会暴孔。
(3)打孔的高度高气压大能防反渣伤镜片,打孔的高度低能加快打孔的速度,但要是反渣容易伤镜片。
(4)焦点位置要正确。
(5)不锈钢要用氧气打孔。
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割
7.光路
整板切割是如果出现部分切割效果不好的情况,就要查看外光路,切一个方块,两个面好两个面不好,说明光路不正,三个面好一个面挂渣同轴度不好,板材不平整翘起也会出现切割面挂渣的情况,根据实际情况判断。
8.镜片
(1)薄板用5寸的镜片切割效果好,速度快.6mm以下用5寸镜片切。
(2)厚板用7.5寸的镜片,厚板用5寸的镜片切不好,能量不够,7.5的镜片切薄板能量过大,有烧边的情况切不好容易挂渣。
9.开关光延时
开光延时是给功率一个爬升的时间,一般切厚板时延时要长一点,否则起刀面会切的不好。关光延时主要是用来留料,会影响收刀面的切割质量。
二、切割中应注意的一些地方
1.每天切割完成后,及时清理切割废料,清扫工作现场,保持工作现场的整齐、干净。同时做好设备的清洁工作,保证设备各部分干净无污痕,设备各部分都不能放置杂物。
2.每日工作完成后,将空压机底部储气筒的泄水阀打开进行排水,待废水排完后,关闭该泄水阀,减少空气中的水含量,保护镜片。
3.聚焦镜每天要检查,看是否干净,有油雾和水时必须清洗,在没油雾时少3天要清洗一次。切割前必须检查气体是否打开,气体的压力是否达到切割的要求,在用N2时每半个小时必须检查一次压力是否有下降的现象,及时打开增压阀保证切割压力稳定,防止反渣;在用N2切割薄板时必须用铁块压住板,不能让板在工作台上晃动,易反渣切割效果也不好。
4.每次切割前要打同轴,偏的太多会烧坏切割嘴。
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割
5.每半个月要检查一次反射镜和偏振镜看是否有油雾,少每个月要清洗一次,延长使用寿命,清洗完需要调整光路。
6.要经常检查陶瓷环,工作台接近开关,限位开关,切割嘴上是否有杂物,须及时清理干净,避免故障的发生。
一家专注钢板切割的厂家 -------------- 无锡海辰得
一家专注钢板切割的厂家 -------------- 无锡海辰得服务事项
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割
1.物流配送
为追求服务时效,本公司所有产品均现货供应 ,并且和各物流公司签订了合作协议,确保买家所购产品能时间配送,缩短买家等待时间,提高服务效率,仓库流动巨大,为**产品能及时发货,请买家在购买前咨询客服是否有货。
2.付款方式
定金有现货的支付30%定金,加工定做的支付50%定金,收到定金后合同生效,货物生产完车装完货出厂付全款。
3.退换货政策
1、因钢材为大宗商品;如因需方造成,需退货,则要需方承担物流费用,出入库等费用。
2、钢材已加工、切割及损坏不予退货
3、如因供方原因造成退货,则供方负责协调退还。
4、有质量意义货到后提出,退货需提供质量异议材料
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割
4.制度说明
不含税的价格不予开。含税的价格:需方提供资料,当月开。月底提货,次月开出。
5.我们承诺
服务三保:保证质量、保证时间、保证数量
服务宗旨:雄厚的实力、的产品、低廉的价格、的服务 。
经营原则:顾客至上、质量优良、品种齐全、价格合理。
经营理念:以的品质开拓市场、以诚心经营赢得客户 !
一家专注钢板切割的厂家 -------------- 无锡海辰得

无锡海辰得在实践经验中总结的钢板切割小常识--一家专注钢板切割的厂家 -- 无锡海辰得
我公司备有大型数控切割设备,可根据用户需求切割各种厚度钢板.长期向锅炉及压力容器、石油化工机械、船舶、矿山机、电力机械、机工程机械、模具制造、钢结构、机床等生产厂家供应(现货/)钢板。公司主要以钢板数控切割,钢板切割,钢板零割为主。
从理论上讲,一个零件的切割程序编好,并且确定了割缝补偿,那么设备运行切割时的轨迹就是一定的,切割出的零件尺寸就不再会变化。但在实际切割过程中,我们发现割出的零件还是存在一定的偏差,特别是一些直接切割下料后不再进行加工的工件。如果解决不好尺寸偏差问题,对产品的质量就会产生较大的影响。
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割。
2、我公司现为:“宝钢特宽厚板,舞钢宽厚板,河南安钢集团,江苏沙钢集团,安徽马钢集团,江阴长江钢铁”等国内的钢铁企业产品的代理。生产的钢板切割加工件(数控切割件、法兰、异型件、几何形等)年出口1万余吨,年加工能力达3万吨.
3、公司主打业务为“中厚板、特宽厚板、低合金板、锅炉板、容器板、船板、热轧卷板、碳板、高强板、公司为国内多家特大型基建、机械、船舶等企业提供板材产品。
4、我们有着多年钢铁从业的经验,为钢板用户提供的服务。
5、我们可以保证为你服务是你明智的选择。
6、运输全部由我们负责。因为我们同国内多家大型物流公司签有长期合作协议。
7、我们会竭尽我们所能尽到的能力为您服务,希望您即将成为我们新的客户。
全部提供零割销售,数控切割加工销售。我公司可为客户代理定轧中厚板、宽厚板钢厂。可申请钢板物流配送至全国各地。欢迎来电咨询。 沙钢一级代理商、益成特钢华东总代理 兆顺中厚板现货供应商 济钢无锡一级代理商 舞钢宽厚板江苏地区特约代理商 供应现货库存 235C/ 345C 345D 345E高强度低合金板 舞钢宽厚板 沙钢S45C/S50C50mm-200mm碳板库存,可零割加工销售,营口碳板、天钢碳板、莱钢碳板、唐钢碳板、宝钢碳板 235/ 345钢板切割加工 45#碳板切割加工 加工范围50-500mm 欢迎来图加工
另:我公司常年对外承接各式铣床 磨床 镗床 数控龙门铣 线切割 数控加工中心 立车等机械配套深加工 欢迎广大新老客户来图加工合作!
把您的图纸传真给我 我把满意的产品配送给您!
一家专注钢板切割的厂家 -------------- 无锡海辰得
工欲善其事,必先利器:公司以钢板切割加工为主,的切割设备,确保按图纸设计的尺寸进行下料,先了解咱们数控切割机的特点:
大型龙门式数控切割机配置
1、双边驱动,带割自动点火;
2、重型拼焊梁,横向4米,有效切割3米;横向4-8米;
3、纵向精密加工的24KG钢轨,有效4米,配38KG,43KG导轨。
4、配:1把火焰,电动调高,4把直条割炬,4-12把直条割炬;
5、新工业级数控系统CCM3,10.4寸液晶屏;美国海宝17寸液晶屏数控系统,实现现场作图。
6、配国产版的套料软件,带共边、桥接功能;配澳大利亚Fastcam套料软件
7、增配1-3把火焰同时切割,从而提高生产效率;
8、增配弧压自动调高和等离子电源,实现火焰和等离子两用。
9、原装进口日本松下伺服驱动;;
9、火焰穿孔切割碳钢5-100mm,边缘切割260mm,切割速度每分钟0.5米;
10、等离子切割厚度视等离子电源而定,等离子切割速度是火焰的2-4倍,20mm以内建议采用等离子切割;
11、电源选用国产美国海宝电源,暂载率高,可以长时间持续工作;电源的价格差距很大,电源的质量直接影响到切割效果;
合肥 长丰 肥东 肥西 芜湖 繁昌 南陵
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割。
蚌埠 怀远 五河 固镇 淮南 凤台
马鞍山 当涂 淮北 濉溪 铜陵
安庆 怀宁 枞阳 潜山 太湖 宿松 望江 岳西 桐城
黄山 歙县 休宁 黟县 祁门
滁州 来安 全椒 定远 凤阳 天长 明光
阜阳 临泉 颍上 太和 阜南
亳州 涡阳 蒙城 利辛
宿州 砀山 萧县 灵璧 泗县
六安 寿县 霍邱 舒城 金寨 霍山
一家专注钢板切割的厂家 -------------- 无锡海辰得
宣城 郎溪 广德 泾县 旌德 绩溪 宁国
南京/溧水/高淳/
徐州/邳州/新沂/睢宁/沛县/丰县/
连云港/东海/灌云/赣榆/灌南/
淮阴/淮安/淮阴/涟水/洪泽/盱眙/金湖/
宿迁/宿豫/沭阳/泗阳/泗洪/
扬州/高邮/江都/邗江/宝应/
泰州/兴化/姜堰/泰兴/靖江/
南通/如皋/通州/海门/启东/海安/如东/
镇江/扬中/句容/丹阳/
常州/武进/金坛/溧阳/
无锡/江阴/锡山/宜兴/
苏州/常熟/张家港/太仓/昆山/吴县/吴江/
一家专注钢板切割的厂家 -------------- 无锡海辰得
钢板切割注意事项:耐磨钢板切割注意
1、钢板切割方法适用于冷切割和热切割。冷切割包括有水射流切割、剪切、锯切或磨料切割;热切割包括有氧气燃料火焰切割(以下简称“火焰切割”)、等粒子切割和激光切割。
2、切割方法:通过相关工艺试验,掌握钢板各种切割方法的一般特性和切割厚度范围。
3、别耐磨钢板的火焰切割方法与普通低碳和低合金钢的切割一样简单,在切割耐磨钢板厚板时,需要注意!!!随着钢板厚度和硬度的增加,切割边部出现裂纹倾向加大。为防止钢板切割裂纹的产生,切割时应遵循以下建议:
切割裂纹:钢板切割裂纹类似于焊接时产生氢致裂纹,如果钢板切边产生裂纹,将会在切厚48小时至几周内才出现。因此,切割裂纹属于延迟性裂纹,钢板厚度和硬度越大,出现切割裂纹就越大。
预热切割:预防钢板切割裂纹有效的方法,就是在切割前进行预热。在进行火焰切割前,钢板通常都要预热,其预热温度高低主要取决于钢板质量等级和板厚,见表2.预热方法可采用火焰烧、电子加热垫进行的,也可以使用加热炉加热。为确定钢板预热效果,应在加热点被面测试所需温度。
注意:预热特别注意,要使正个钢板界面均匀受热,以免接触热源的区域出现局部过热现象。
低速切割:避免切割裂纹的另一种方法就是降低切割速度。如果无法进行整版预热,则可以使用局部预热法代替。使用低速切割方法防止切割裂纹,其可靠性不如预热。我们建议切割前先对切割带用火焰空泡几趟进行预热,预热温度达到100°C左右为宜。其大切割速度取决于钢板等级和厚度.
特别说明:将预热和低速两种火焰切割方法结合使用,可以进一步降低切割裂纹的出现几率。
切割后缓冷要求:无论对切割不见是否预热,钢板切割后的缓冷都会有效降低切割裂纹的风险。如果切割后将其带有温热的不见进行堆放,使用隔热毯将其覆盖,也可以实现缓冷,缓冷要求冷却到室温。
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割。
切割后加热要求:对于耐磨钢板的切割,切割后立即采取加热(低温回火),也是预防切割裂纹的有效方法和措施。钢板切厚通过低温回火处理,可以有效消除切割参与应力(低温回火工艺;保温时间安5min)对于切割后加热的方法,也采用燃烧、电子加热毯和节哀热炉的加热方式进行切割后的加热。
在进行厚板气割时,割嘴与工件表面保持垂直,待整个断面割穿后移动割嘴,转入正常气割,气割将要到达终点时应略放慢速度,使切口下部完全割断。
数控火焰切割机
3.3根据板厚调整切割参数,切割参数包括割嘴型号、氧气压力、切割速度和预热火焰的能量等,工艺参数的选择主要根据气割机械的类型和可切割的钢板厚度,对未割过的钢板,应试割同类钢板,确定切割参数,同时检查割咀气通畅性。
3.4气割前去除钢材表面的污垢,油脂,并在下面留出一定的空间,以利于熔渣的吹出。气割时,割炬的移动应保持匀速,割件表面距离焰心以2~5mm为宜,距离太近会使切口边沿熔化,太远热量不足,易使切割中断。
3.5在进行厚板切割时,预热火焰要大,气割气流长度**出工件厚度的1/3。割嘴与工件表面约成10°~20°倾角,使零件边缘均匀受热。
3.6为了防止气割变形,操作过程中应注意以下几个方面:
3.6.1在钢板上切割不同尺寸的工件时,应先切割小件,后割大件;
3.6.2窄长条形板的切割,长度两端留出50mm不割,待割完长边后在割断,或者采用多割炬的对称切割的方法。
3.6.3直条切割时应注意各个切割割嘴的火焰强弱应一致,否则易产生旁弯。
一 家专注于做钢板切割的厂家---无锡海辰得
来CAD图,按图纸工艺切割,不管多厚都可以切割。
一家专注钢板切割的厂家 -------------- 无锡海辰得


